メニュー
メニュー
部品の寸法を測るときに、よくノギスを使っているんだけれど、たまに人によってノギスの測定結果が違っていたりするんだよなぁ。特に測り方が間違っている訳ではないみたいだけれど、なんでだろう。
このような疑問・悩みを持った人へ、お答えします。
私は普段、機械設計の仕事をしておりますが、設計した部品が製作された際には、設計どおりに製作されているかどうかをたまに確認することがあります。
そのため、デスクには自前のノギスを常備しております。
ノギスは、部品に押し当てて寸法を測るというシンプルな測定器具ではあるのですが、いくつかの誤差要因が潜んでおります。
このノギスの誤差要因を理解しながら使わないと、誤差の大きい測定結果となってしまいます。
誤差の大きい測定結果は信頼性が低いですし、そんな信頼性の低い結果で検査を合格した部品は、のちのち大きな不具合の原因ともなり得ます。
それは、まるで時限爆弾のように発生するため、それによって人を傷つけてしまうようなことがあると最悪です。
そこで今回は「ノギスの誤差要因について」正しく理解できるよう解説していきます。
器差とは「測定器が指し示す値(目盛の値)」と「真の値」との差のこと、つまり測定器の測定精度のことを言います。
「真の値」とは、測定対象物の実際の値のことをいいます。ノギスやマイクロメーターだけに限らず、どのような測定器で測定をしても、測定器自身には必ず誤差が存在しているため、真の値と測定値とが僅かな狂いもなく完全に一致するということはあり得ませんし、真の値を求める手段は存在しません。そこで、測定値のばらつきの範囲内のどこかには、真の値が存在すると考えることで、真の値を推測するのです。そのため、測定において大切なことは、測定値のばらつきを少なくすることなのです。
器差の要因は、原理上発生するものや、測定器の摩耗によって発生するものまで様々あります。
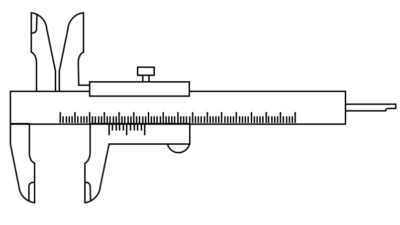
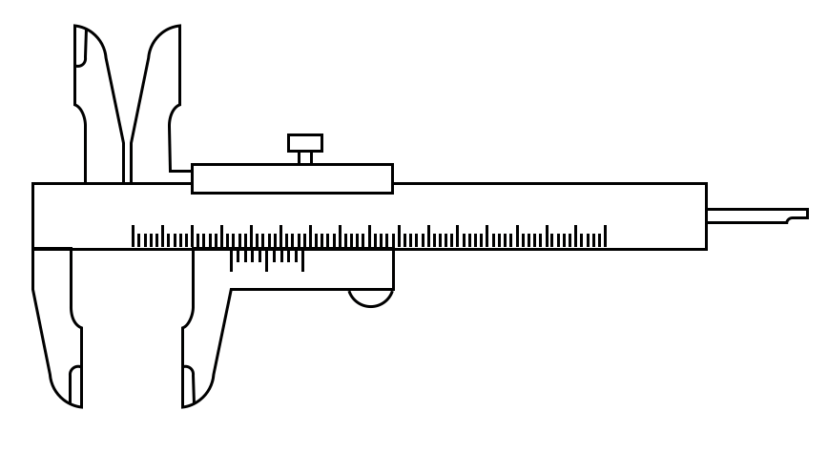
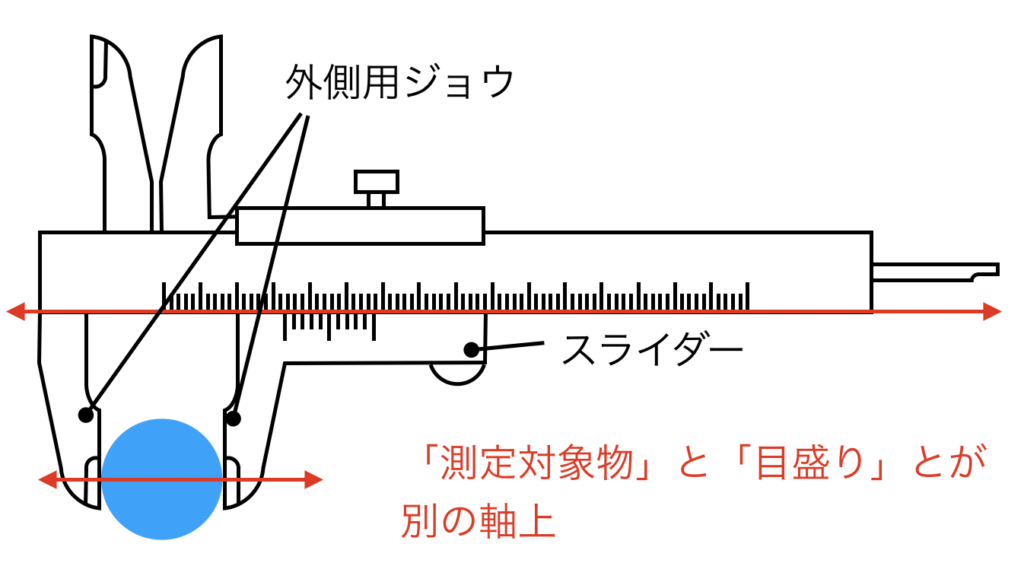
ノギスのジョウを使った測定は、目盛りの軸からある程度の距離離れた場所に測定対象物を当てるという原理であるため、アッべの原理に従いません。
アッべの原理とは、高精度で測定をするためには、測定器の目盛りと、測定対象物とを同軸上に配置しなければならないという原理です。
アッべの原理に従わないと、仮にジョウが本尺に対して直角ではなくなった際に、測定結果への影響が大きいのです。
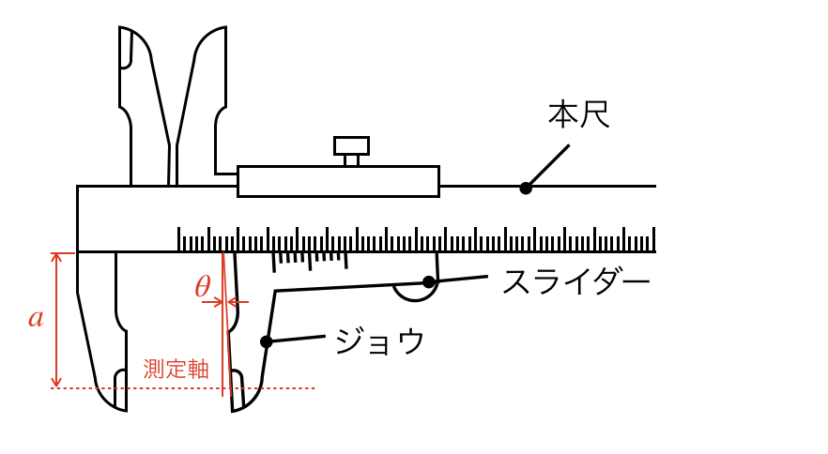
本尺とスライダとは可能な限り隙間がないように製造されておりますが、完全に隙間がないわけではありません(逆に隙間がないと、スライダーを滑らせることができなくなってしまいます)。
「アッべの原理に従うのと従わないとでどのような違いがあるか」などのより詳細な内容については、こちらの記事をご覧ください。
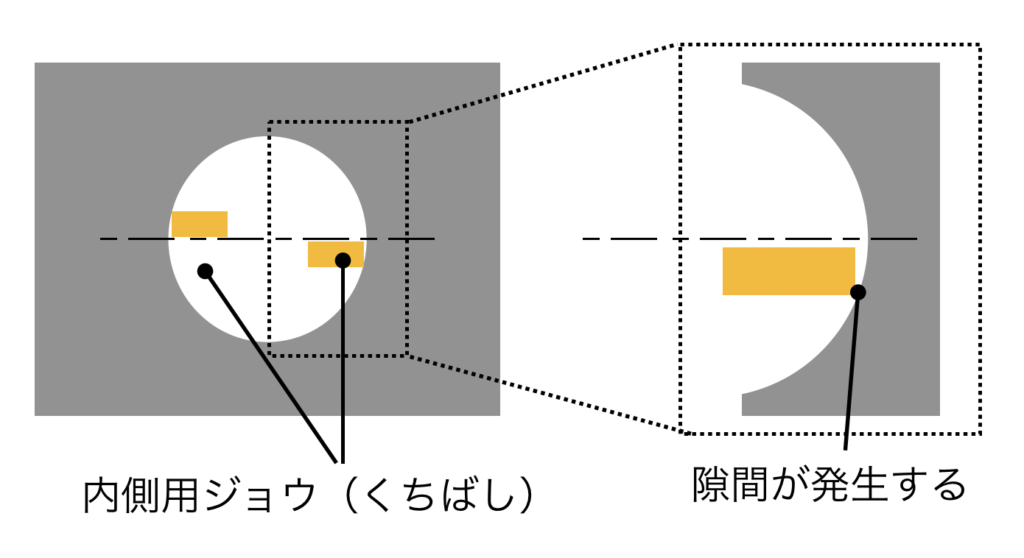
ノギスを使った内側測定では、内側測定用のジョウ(くちばし)の厚さと、穴の径との関係によって発生する誤差があります。
この誤差は、くちばしの厚さが厚いほど、穴の径が小さい(曲率半径が小さい)ほど大きくなり、実際の寸法よりも小さい測定値が出やすくなります。
なぜなら、くちばしが厚く、曲率半径が小さいと、くちばしと穴との間に隙間が空いてしまうためです。
測定の際は、何度か測定したうちの最大値をとると、誤差を少なくすることができます。
なお、このような誤差を極力無くしたい場合は、マイクロメーターを使用することをおすすめします。
外側測定、内側測定の両者に言えることなのですが、測定対象物にジョウを当てたときに、その当て方が斜めっていると、正確な寸法よりも大きく出てしまいます。
特に、ジョウの先端は根元側に比べて細く尖っていますので、先端側で測定をしようとすると安定せず、斜めに傾きやすくなります。
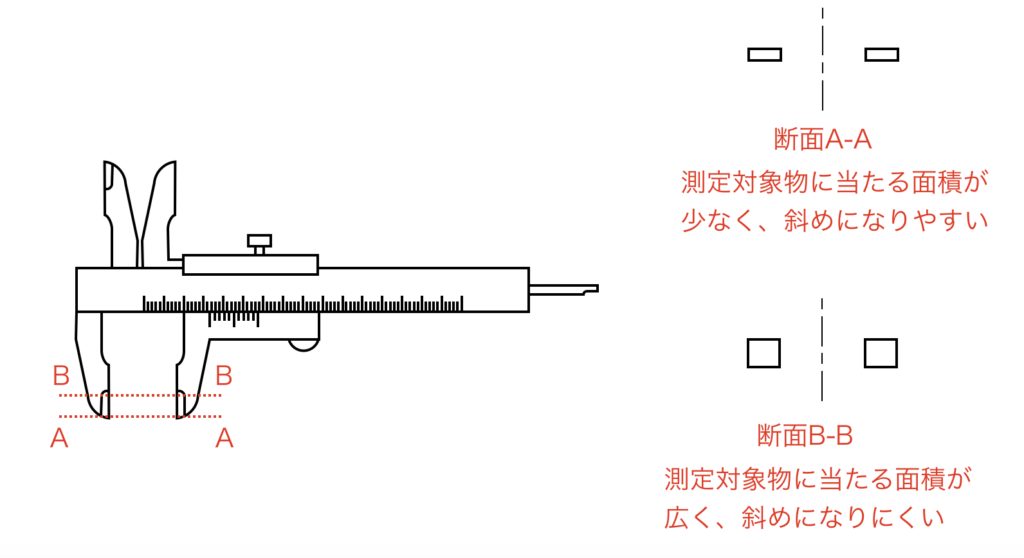
測定の際は、何度か測定したうちの最小値をとると、誤差を少なくすることができます。
ノギスは、本尺やバーニアに対してジョウが直角になっていないといけません。
ジョウが直角ではないと、例えばジョウの先端で部品を挟むのと、少し根元側で部品を挟むのとで、測定値が変わってしまうということになります。
また、ジョウを使用しない「深さ測定」や「段差測定」においても、ノギスが測定対象物と接する部分が適切な状態になっていない場合は、誤差の要因となります。
目盛りが刻まれている部分は、平らであることが大切です。
「平面度」とは、ざっくりいうと、平らでかつ滑らかさを表す指標です。JISの定義ですと「平面形体の幾何学的に正しい平面からの狂いの大きさ」となっております。たとえば「平面度0.1」であれば「その面が、0.1mmだけ離れた平行な2つの平面の間に収まっている」という意味になります。もちろん、平面度の数値が小さいほど、精度が高いということになります。
たとえ、目盛りが適切な間隔で刻まれていたとしても、目盛りの面が反ったり曲がったりしてしまうと、その目盛りの信頼性が大きく損なわれます。
さらに、目盛りの面が反ったり曲がったりすると、スライダーが滑らかに動かなくなったりします。
測定器メーカー等で購入をしたノギスであれば、本尺の目盛り面は平面になっていますが、ノギスを落としたりしてしまうと、本尺の目盛り面が変形してしまう可能性があります。
ノギスのジョウの先端は鋭く尖っているため、よくあるのが、この部分が衣服等に引っかかってノギスを落としてしまうことです。
ノギスの落下には注意して使用しましょう。
これは測定対象物の測定箇所が斜めになっていたり、凸凹していることによって発生する誤差のことです。
そもそもノギスは「2つの平行な平面間の距離を測定する器具」ですので、測定したい場所が平行ではなかったり、平面ではなかったりすると、ノギスを使用することはできません。
ノギスのジョウを測定対象物に当てた際に、ジョウと測定対象物との間に隙間が空いていないかをチェックするようにしましょう。
測定器にとって、熱膨張は天敵です。
世の中の物体は温度が上昇すると膨張するため、測定対象物・測定器具の両者とも室温である必要があります。
測定対象物・測定器具のどちらか一方でも熱膨張の影響を受けるようであれば、測定対象物の寸法を正確に測定できなくなってしまいます。
熱膨張の主な原因は、以下のようなものが挙げられます。
ちなみに「熱膨張」と聞くと、温度上昇だけが問題であるかのように思えますが、温度が下がると逆に収縮するので、それもまた問題となります。
そのためJIS(JIS B 8703)では「標準状態の温度」を定義しており、必要な条件によって温度と許容差を決めて、その範囲内で測定をしなければならないのです。
設備が整っている製作メーカーですと、「検査室」という検査専用の部屋を設け、空調などを利用して温度を管理しています。
誤った姿勢で目盛りを読んだことによって発生する、目盛りの読み違いのことを「視差」と言います。
ノギスやマイクロメーターなどの目盛りを読む測定器具は、この視差が発生しないように目盛りを読まなければなりません。
というのも、ノギスは主尺とバーニア(副尺)とで測定値を読みますが、この主尺とバーニアは同一平面上にはなく、若干の段差が存在しているのです(約0.3mm程度であると言われている)。
ちなみに、中学の理科で、メスシリンダーの目盛りの読み方で以下のような問題をよく見かけたと思います。
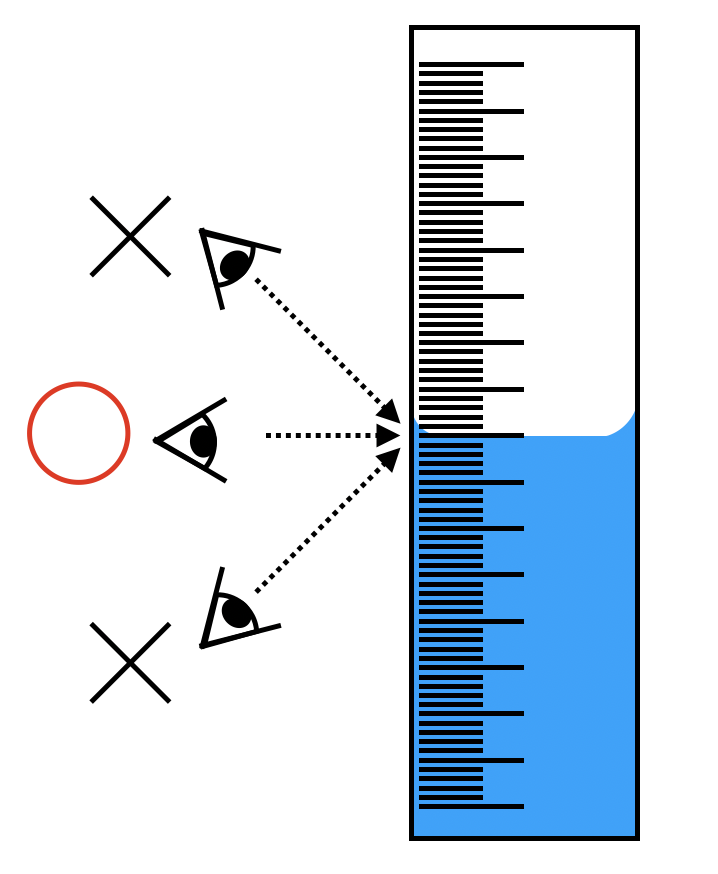
この問題でも、目盛りを読む際は、目盛りの軸と垂直になるように読むのが正しいというように習ったかと思います。
このように、目盛りは基本的に、目盛りの軸と垂直な姿勢で読むことが正しい姿勢です。
ノギスは測定対象物に押し当てて測定をしますが、この押し当てる際の力(測定力)が強すぎると、適切に寸法を測定することができません。
マイクロメーターでは、ラチェットストップの機構があるため、測定力を一定にすることができますが、ノギスにはこのような定圧装置が備わっておりません。
そのため、測定力のかけすぎには十分に注意しなければならないのです。
その理由は2パターンあります。
薄肉のパイプなどの変形しやすい材料や、樹脂などの柔らかい材料の場合は、ノギスでの測定が困難です。
なぜなら、測定力が強すぎると、測定対象物が測定前の形状を保てなくなります。
例えば、柔らかいゴムであれば、ジョウで挟んだ時に潰れてしまいますし、強度の低い樹脂などであれば、ジョウを当てた時に塑性変形して陥没してしまったり、傷つけてしまう恐れがあります。
かといって、そーっと押し当てようとしても、本当に隙間なく材料を挟めているかどうかが怪しくなります。
そのような場合は、そもそもノギスによる寸法測定が適しておらず、別の方法(マイクロメーター など)で測定をする必要があります。
測定対象物が変形しにくく頑丈な場合は、測定対象物に対する配慮はさほど必要がありません。
しかし、そもそもノギスがアッべの原理に従わない測定器であることから、測定力のかけすぎに注意をしなければならないということは変わりありません。
その理由は先述の「アッべの原理」のところと説明が重複しますが、測定力をかけすぎると、ジョウに角度がついてしまい、適切な測定ができなくなってしまうのです。
また、測定力をかけすぎると逆にジョウの方が傷んだり、ジョウの先端が摩耗してしまう可能性があります。
剛性が低い測定対象物を測定する場合では、その測定対象物の支持方法によっては変形をしてしまったりする場合があります。
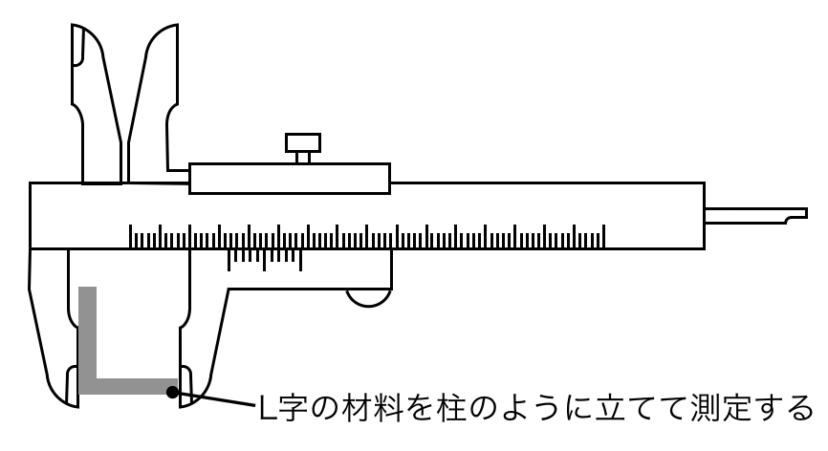
例えば、L字型の材料の高さを以下の2つの場合で測るとしましょう。
1つ目は「定盤の上にL字の材料を柱のように立てて、高さを測定する」という方法です。
この方法ですと、L字の形状に対して荷重が何もかかっていないので、適切に測定をすることができます。
2つ目は「L字を傘のような姿勢にし、その内側を支持して測定する」という方法です。
この場合、L字の直角の部分が開こうとする方向に荷重がかかることになります。
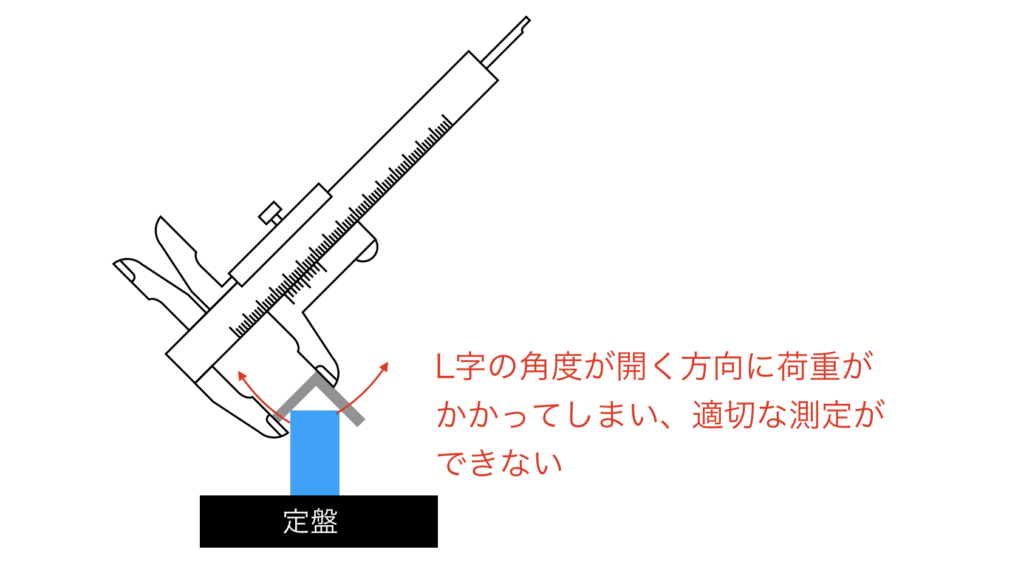
もし、このL字の剛性が低かった場合、L字の直角の部分の角度が変わってしまい、ノギスのジョウを当てる部分が平行な平面にならなくなってしまうので、適切な測定が行えなくなってしまいます。
今回のポイントについてまとめると、以下のとおりとなります。
これらの誤差に対して、どのような対策をするべきかも、理解しておくようにしましょう。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...
マイクロメーターの使い方と読み方【割とデリケートな測定器具です】
ノギスの誤差対策【1つ1つの対策が重要です】