メニュー
メニュー
ノギスを使った寸法測定で、測定誤差がなるべくなくなるような対策方法があれば教えて欲しい。
このような疑問・悩みを持った人へ、お答えしていきます。
ノギスは手頃でかつ、そこそこの精度で測定をしたいときに便利な測定器具です。
機械メーカーの設計職として仕事をしている私も、常にデスクの引き出しの中にノギスを入れており、ちょっとした測定に使ったりします。
しかし、ノギスがアッべの原理に従っていないというのは有名な話で、それによって誤差が発生しやすい測定器具でもあります。
アッべの法則とは、測定対象物と目盛りとが同軸上に配置されていることで、誤差を最小限に抑えた測定が可能であるとする原理です。
そこで今回は、可能な限りノギスの測定誤差を低減させるために、どのような対策が必要であるかについて、お話ししていきます。
なお、ノギスにはどのような誤差が発生しうるのかを知らないという方は、あらかじめこちらの記事を読むことをおすすめします。
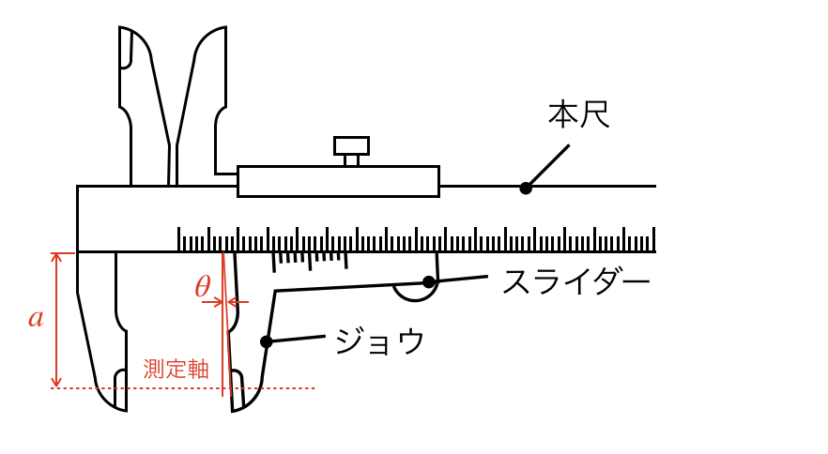
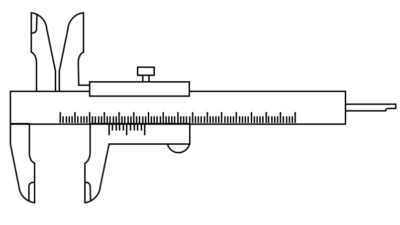
外側測定際には、ジョウのできるだけ根元側を使って部品を測定するようにしてください。
ジョウの先端部は鋭く尖っているため、測定物と接触する面積が少なく、安定がしにくいためです。
ジョウの接触面積が少ないと、ジョウが測定対象物に斜めに当たっていると、実際の寸法よりも大きな測定値になりやすくなってしまうのです。
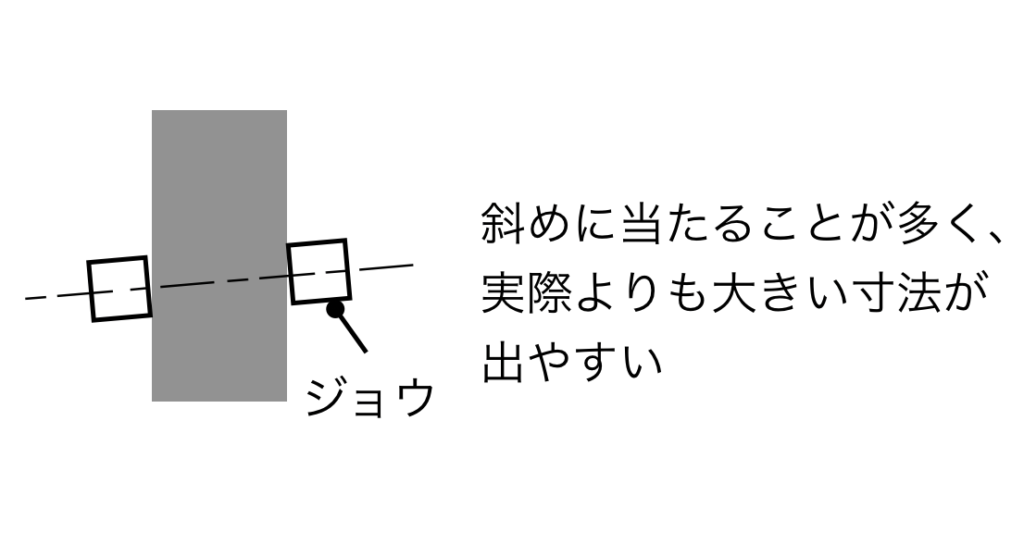
ジョウのできるだけ根元側を使った方が、測定対象物との接触面積が広いため、斜めに当たりにくくすることができます。
また、ジョウの根元側を使用することによって、本尺とスライダーとのガタつきによる測定誤差の影響を少なくするという効果もあります。
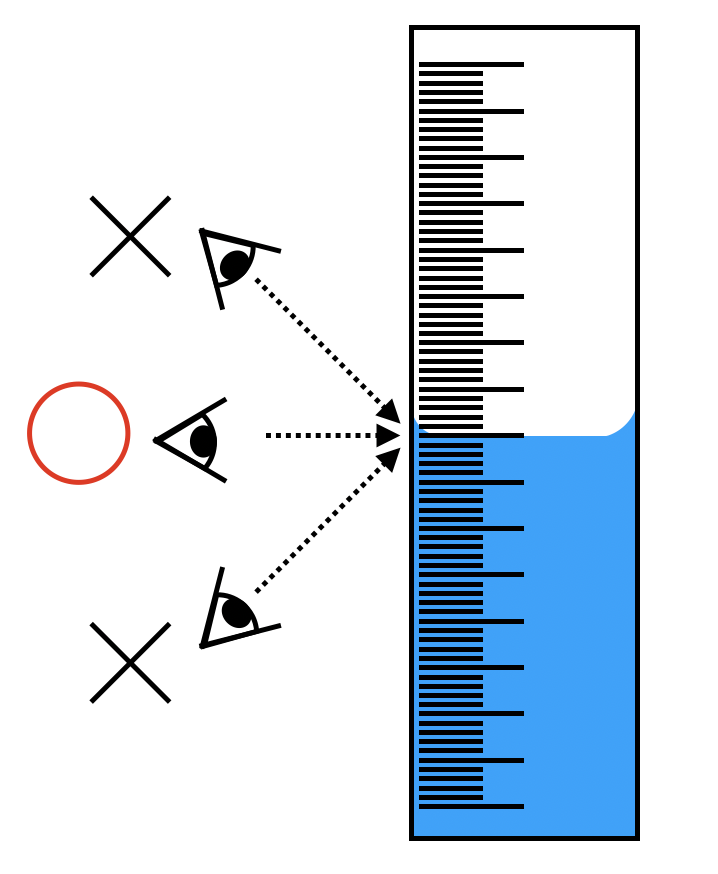
ノギスに限らず、目盛りを読む測定器は、目盛りを正面から読むことが重要です。
「なんだ、そんなことか」と思う方もいるかもしれませんが、これは非常に大切なことです。
なぜなら、主尺とバーニア(副尺)との間には、段差があるからです。

みなさんが小・中学校だった頃、理科でメスシリンダーの読み方を習ったかと思います。
メスシリンダーも、目盛りを読んで液体の体積を測る器具ですので、目盛りを読むという点ではノギスと似ています。
メスシリンダーの目盛りを読む際には、必ず正面から目盛りを読まなければならなかったはずです。
ノギスによる測定の際は、このことを思い出していただければ良いかと思います。
部品の寸法は、一回だけ測定した値を採用するのではなく、できれば複数回測定をするようにしましょう。
ノギスの測定は、そこそこの誤差が乗りますが、誤差が乗ったとしても複数回測定することで、誤差を低減することができるためです。
複数回測定したものから、どのような計算をすれば実際の測定結果とできるかについてですが、それは以下のように、ノギスの測定原理に着目すると良いです。
ノギスの内側用ジョウを使うことによって部品にあいた穴の径を測定することができますが、その測定値は複数回測ったうちの最大値をとるようにしましょう。
なぜなら、内側用には厚みがあることで、実際の寸法よりも寸法が小さめに出るという特徴があります。
穴の直径を測定するには、本来は穴の中心を通る直線上にノギスを当てたいところです。
しかし、実際に内側用ジョウを穴の側面に押し当てたときの状態は、穴の中心を通る直線上にノギスは当たっておらず、僅かに隙間が生じます。
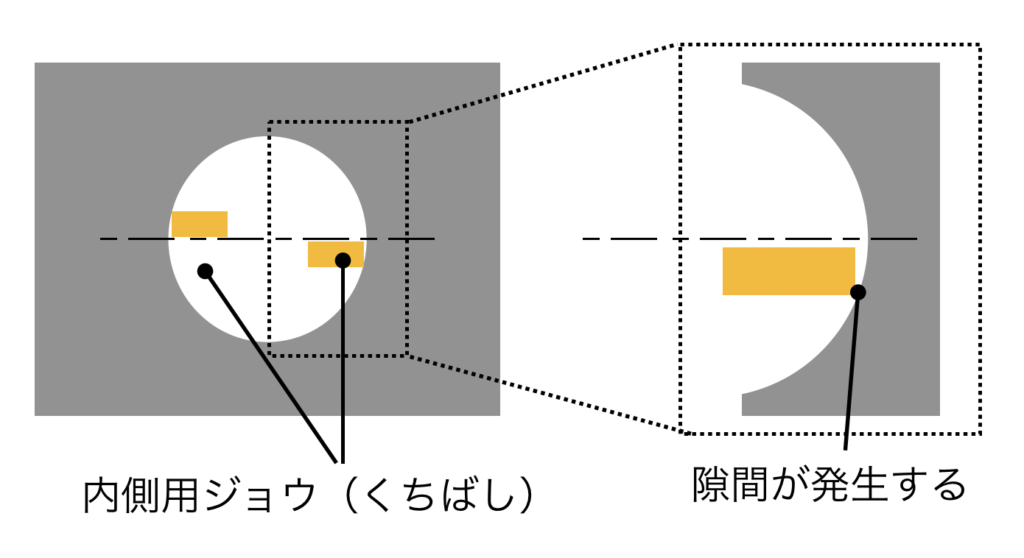
この誤差は、穴の曲率半径が小さいもの、つまり穴の径が小さいものほど影響が大きくなります。
理論上、ジョウの厚さが0mmであれば正確に穴の直径を測定することができますが、そのようなノギスは存在しません。
そのため、複数回測定した寸法の中の最大値を採用することによって、これによる誤差の影響を低減することができます。
ですが、可能な限り最大値を測定しようとしてジョウを力いっぱい測定対象物に押し当てると、測定対象物を損傷したり、ジョウが摩耗してしまったりするので、避けるようにしましょう。
ノギスを使って部品の外側寸法や、溝幅を測定するときには、ノギスの測定結果は複数回測定をしたうちの最小値を採用するようにしましょう。
なぜなら、ノギスの外側測定や溝幅測定は、測定対象物に対してジョウが斜めに当たることが多く、実際の寸法よりも大きめに出るという特徴があるためです。
先ほど述べたように、ジョウと測定対象物との接触面積を増やす(なるべくジョウの根元で測定をする)ことで、斜めに当たりにくくはなりますが、
さらに測定精度を向上させるには、複数回測定した中の最小値を採用するのが良いです。
ですが、穴の内径測定で述べたのと同様で、可能な限り最小値を測定しようとしてジョウを力いっぱい測定対象物に押し当てると、測定対象物を損傷したり、ジョウが摩耗してしまったりするので、避けるようにしましょう。
より厳密な測定結果を得るには、測定を複数人で行い、それぞれの測定者から得られた測定結果を比較すると良いです。
なぜなら、ジョウが斜めに当たっていたり、測定する人によって目盛りの読み方にクセがあったりする場合が多いからです。
特に、経験が浅い人がノギスを扱う際には、経験者と一緒に測定をしたり、経験者にも測定をしてもらったりしましょう。
また私の会社のような場合、寸法検査程度であれば「検査は部品メーカーで測定し、それをまとめた書類を部品の受け入れ側の品質保証の人がチェックして終了」というやり方をすることも多いのですが、
できれば受け入れ側の品質保証の人も、可能な限り数カ所は自ら測定に関わるようにするのがいいと思います。
だって「品質を保証」する立場であるはずですから・・・
ノギスにゴミや異物などが付着した際には、すぐに取り除くようにしましょう。
例えば、ノギスのスライダーと本尺部(主尺のある部分)は、ガタつきが少なく、かつスライダーを動かす際に滑らかになるようにコントロールしながら製造されております。
この面にゴミや異物などが混入してしまうと、スライダーまたは本尺部が摩耗してしまい、ノギスにガタつきが発生し、正確な測定ができなくなってしまいます。
また、ジョウの部分にゴミや異物などが付着していると、測定の際に測定対象物やジョウを傷つけてしまったり、ゴミの分だけ測定結果がずれたりしてしまいます。
もしゴミや異物が付着してしまった場合は、乾いた柔らかい布などで取り除くようにしましょう。
ノギスに水分や汗が付着してしまった場合は、必ず十分にふき取るようにしましょう。
想像がつく方もいるかと思いますが、金属に水分が付着したままにしておくと、サビが発生してしまうのです。
ノギスはステンレス製であることが多いですが、たとえステンレスであっても条件が揃えばサビは発生します。
サビが発生すると、ノギスのスライダーが動かなくなってしまったり、ジョウが削れて正確な測定ができなかったりなど、ノギス本来の機能が大きく損なわれてしまいます。
ノギスを濡れたままにしておくのは避けるようにしましょう。
ある程度精度よく測定をしたい場合は、使用するノギスがいつ校正をされたかをチェックしましょう。
測定器における校正とは、標準器を用いて、測定器で表示される値と実際の寸法との差の関係を求めることを言います。たとえば、寸法が10.0mmであることがわかっている部品(標準器)をノギスで測定した際に、測定結果が10.5mmであれば、それだけ測定精度が悪いということになるため、買い替えなどを検討する必要があります。本来は「較正」と書くのが正しいようですが、「較」という字が常用漢字の音訓表にない読みであることから「校」と表記するようです。
なぜなら、測定器を何度か使用したり、購入から何日も経過すると、測定器自身が劣化や損傷・摩耗をしてくるため、購入当初よりも測定精度が悪化するためです。
校正の結果を用いることで、そのノギスを今後も使用して大丈夫なのかどうかの判断材料とすることができます。
測定器を適切に管理しているところであれば「校正周期」という期間を定め、定期的に校正を行うようにしています。
校正をするには、専用の機関に依頼することが一般的で、そのような機関に依頼をすると「校正証明書」を入手することができます。
今回のポイントについてまとめると以下の通りとなります。
冒頭でも言いましたが、ノギスはアッベの原理に従わない測定器具なので、対策をしてもある程度の誤差は発生してしまいます。
アッべの原理について、より詳細な原理等については、こちらの記事をご覧ください。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...
ノギスの誤差原因【いろんなものが誤差要因となります】
ノギスの種類と特徴【おすすめのノギスも紹介します】