メニュー
メニュー
材料の厚さや太さを測りたいんだけれど、マイクロメーターってどうやって使ったらいいの?
このような疑問・悩みを持った人へ、お答えしていきます。
私は現在、機械メーカーで設計の仕事をしております。
設計の仕事は、図面の作成が終わったら完了というわけではなく、実際に製作されたものが、設計したとおりに出来上がっているかどうかを、品質保証部門と連携をしながら確認を行う必要があります。
実際のものの寸法を検査する上で、ものの厚さや太さを精度よく測るのに使用される測定器具が「マイクロメーター」です。
このマイクロメーターは、測定の原理自体は簡単で、かつ0.01mm単位の高い精度で測定できる器具なのですが、
見た目以上にデリケートな測定器具であり、使い方を理解していないと正しい寸法を測定することができません。
寸法検査の結果、図面寸法から外れており、部品の製作メーカーに「作り直してください」と苦情を言った時に、「いやいや、マイクロメーター正しく使えてないじゃないですか」と言われてしまうと、かなり恥ずかしいです。
ぶっちゃけ、私が新入社員の頃にこのようなことがあり、とても恥ずかしい思いをしました。
こんな私のような思いをしないように、今回はマイクロメーターの使い方についてお話ししていきます。
測定を行う時には、測定をするときの温度に気遣う必要があります。
物体は熱膨張によって体積が変わります。
そのため、同じ物体の寸法を測定する際でも測定時の温度が異なれば、被測対象物およびマイクロメーター自身の膨張・収縮によって測定結果が異なります。
ちなみに、ISO(国際標準化機構)では、測定時の「標準温度は」20℃とされています。
この温度変化についてもちゃんと気遣っている部品製作メーカーですと、検査をする専用の部屋(検査室)という、空調を使用して室温が20℃に保たれた部屋を設置し、検査はその部屋の中でしか行ってはいけないというルールを定めています。
仮に20℃の環境で測定できない場合は、測定時の室温を検査記録用紙に記入します。
また、測定誤差防止のため、塵埃などが検査室に極力侵入しないような工夫をしています。
測定対象に当てる部分のうち、固定側を「アンビル」、移動側を「スピンドル」といいますが、まずこれらの先端を柔らかい布等で拭いて清掃します。
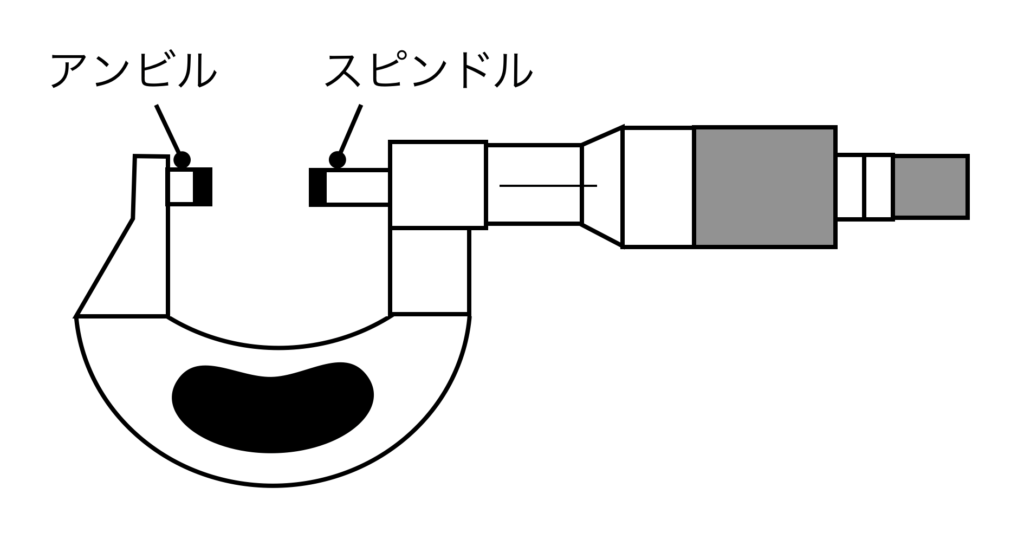
測定対象に当てる部分が汚れていたり、塵や埃が付着していると、測定誤差の原因になります。
一般的なマイクロメーターは0.01mm単位で測定をしますので、わずかなゴミが混入しているだけでも、測定誤差として影響を与えてしまうのです。
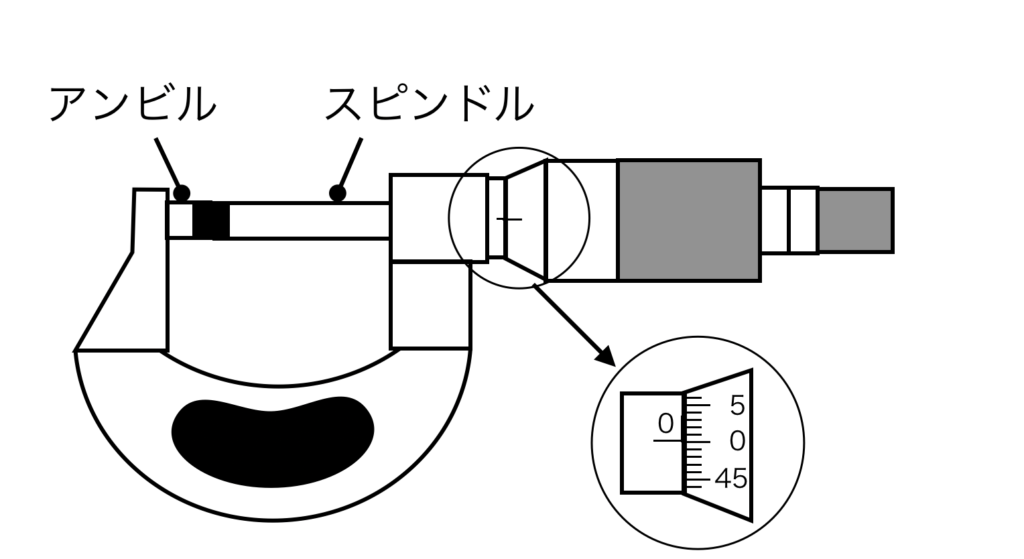
いきなり測定対象の寸法を測る前に、アンビルとスピンドルとを接触させた時の目盛りを確認します。
マイクロメーターに限らず測定器具は、「あらかじめ寸法がわかっているものと、測定結果とがどれだけズレているか」という確認が、基本かつ重要なものとなります。
マイクロメーターにとって「あらかじめ寸法がわかっているもの」としてお手頃なのが「長さ0mmのもの」、つまりアンビルとスピンドルとを接触させたときの寸法です。
これを「ゼロ点確認」といいます。
測定対象物の寸法は、
「測定時の目盛り」-「ゼロ点確認時の目盛り」
で求めますので、ゼロ点確認をした結果は記録用紙などに記録しておきましょう。
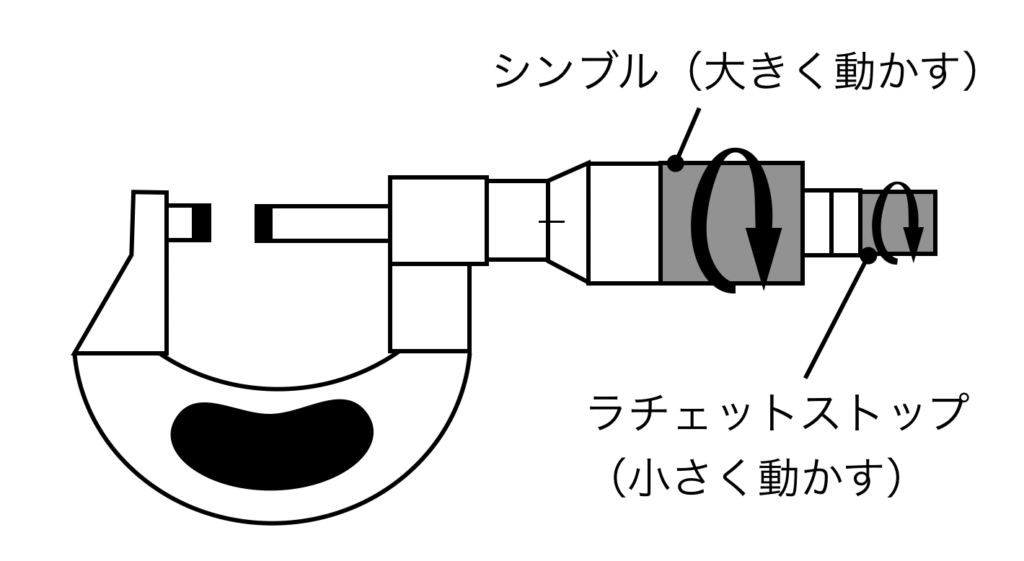
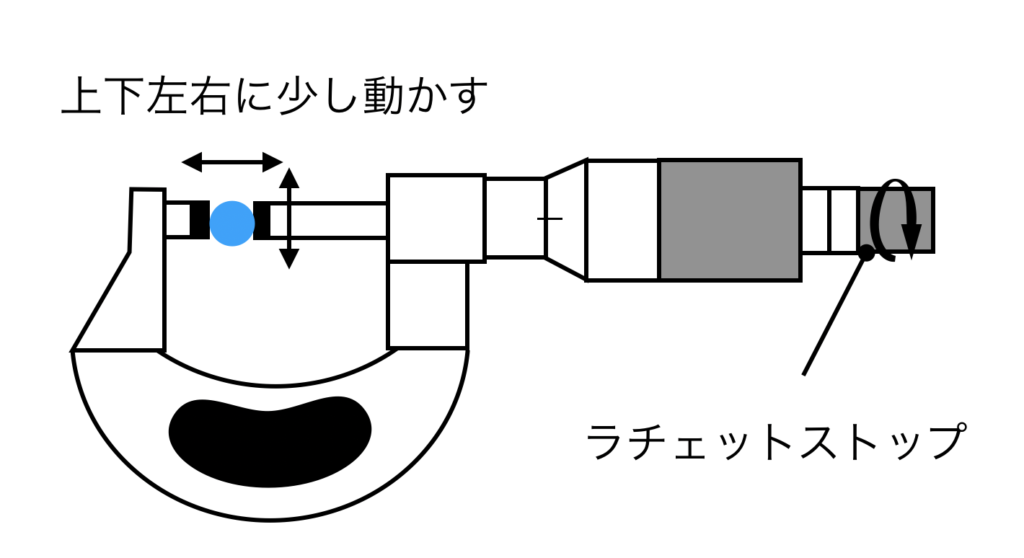
マイクロメーターの中で、目盛のついている側のつまみを「シンブル」、目盛のついていない側のつまみを「ラチェットストップ」といいます。
これらシンブルまたはラチェットストップを回すことで、スピンドルを動かすことができます。
両者のつまみの使い方ですが、
シンブルはスピンドルを大きく動かすためのつまみで、一度スピンドルを大きく開き測定対象物を間に設置したのち、スピンドルが測定対象物に当たる少し手前になるまで回します。
ただし、シンブルを使って測定対象物にスピンドルを当ててしまうと、スピンドルの押し付けすぎによって測定対象物が陥没し、正確な寸法が測れなくなってしまいます。
そのため、スピンドルを測定対象物に当てる時には、ラチェットストップのつまみを使用します。
ラチェットストップのつまみはスピンドルを小さく動かすためのつまみであり、さらにスピンドルが測定対象物に当たっている状態でさらにつまみを回そうとすると、空回りしてスピンドルがそれ以上進まないという仕組みになっています。
マイクロメーターには必ず「防熱カバー(防熱板)」と呼ばれる部分があります。
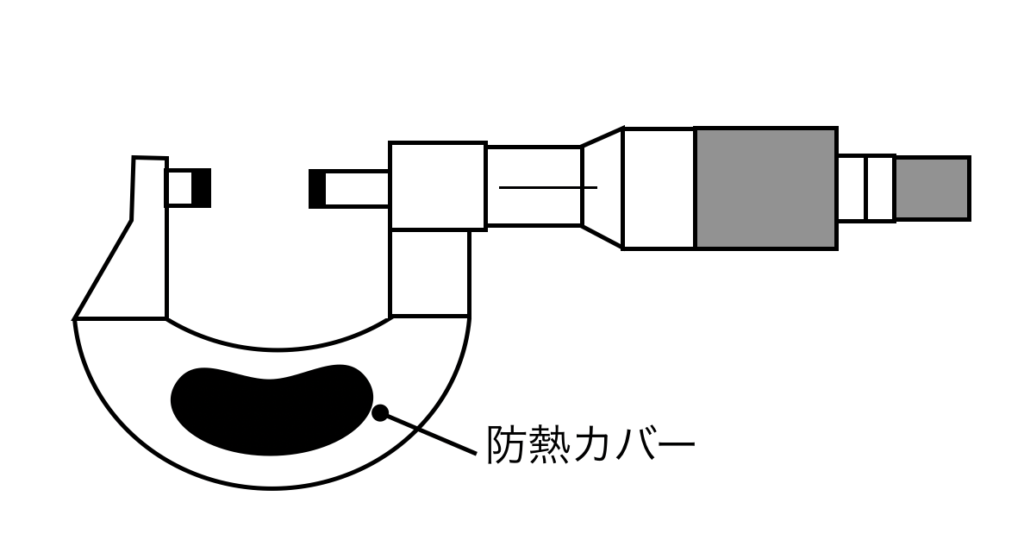
マイクロメーターを手で持つ時には、この防熱カバーの部分を持たなければなりません。
防熱カバー以外の部分を持ってしまうと、体温がマイクロメーターへ伝わってしまうことで、マイクロメーターがわずかに膨張し、正確な寸法を計測することができません。
「たかが体温程度の温度上昇」ですら、マイクロメーターは気を使う必要があります。
ちなみに、マイクロメーターを万力などで固定する際も、この防熱カバーの部分を挟んで固定します。
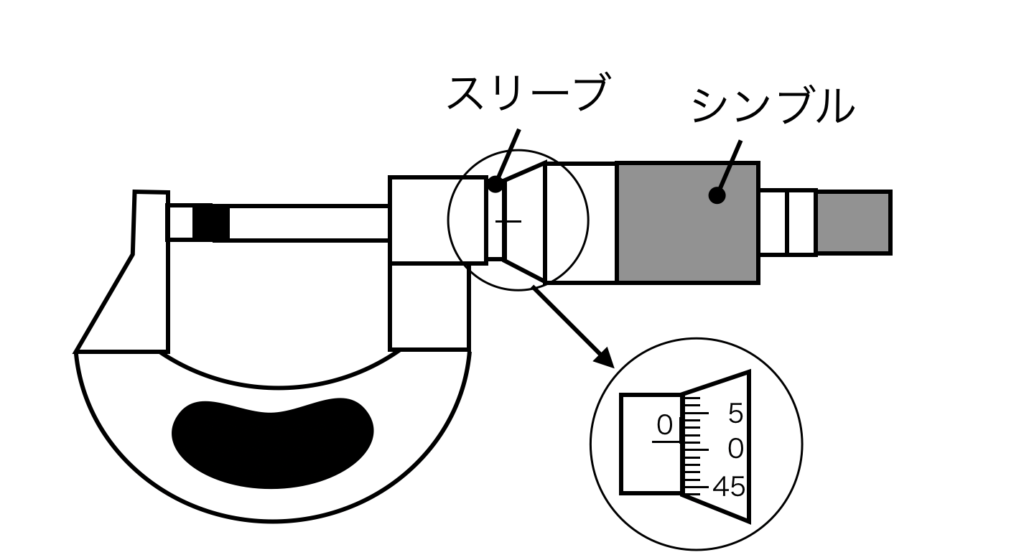
マイクロメーターには、スリーブと呼ばれる円筒の部位と、シンブルとに目盛りが振られております。
スリーブには、軸方向に基準線が引かれており、その上と下とで目盛りが刻まれております。
このスリーブに刻まれた目盛のうち、上側の目盛りが「0mm、1mm、2mm・・・」を表し、下側の目盛りが「0.5mm、1.5mm、2.5mm・・・」を表しています。
この目盛りは、マイクロメーターのタイプによって、「25mm」まで刻まれていたり「50mm」まで刻まれていたりします。
一方、シンブルには、円周に沿って目盛りが刻まれています。
このシンブルに刻まれた目盛り1つ分で、0.01mmを表しています。
シンブルに刻まれた目盛りは、一周で50個刻まれていますので、「0.00mm〜0.49mm」までを表します。
いくつか例を見ていきましょう。
アンビルとスピンドルを接触させた時に以下のとおりとなっていれば、
スリーブ部で「0.0mm」、シンブル部で「0.01mm」ですので、
「0.0mm」+「0.01mm」=「0.01mm」となります。
もう一つ例として、ゼロ点確認の時に以下のとおりとなっていた場合、スリーブ部で「0.0mmが見えるか見えないかぐらい」、シンブル部で「0.48mm」つまり「-0.02mm」ですので、「-0.02mm」となります。
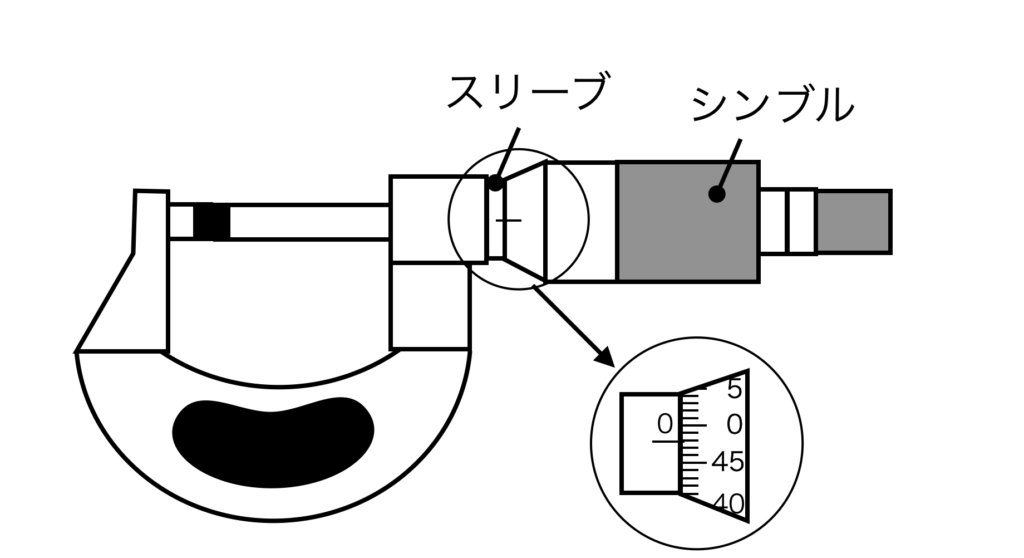
これらの値は、測定対象物を測定した後に使用しますので、記録用紙に記録をしておきます。
測定は、準備は長いですが、本番はあっという間です。
スピンドルを右側へ移動させてから、測定対象物をアンビルとスピンドルとの間に設置します。
そして、スピンドルを左側へ徐々に移動させて、測定対象物を挟み込みます。
スピンドルを測定対象物へ当てる際は、必ずラチェットストップのつまみを使用してください。
測定対象物を挟み終わっても、まだ目盛りを読まないでください。
そのまえに「測定対象物が適切に挟まれているか」を確認する必要があります。
確認をするには、ラチェットストップを回しながら、測定対象物を上下左右に少し動かします。
仮に測定対象物が斜めに挟まれていたとしても、このようにすることによって測定対象物の挟み方を是正することができます(このとき、目盛りが若干動きます)。
見た目では適切に挟んでいるように見えても、0.01m単位で斜めになっていないかどうかまでは普通わかりません。
そのため、目盛りを読む前にはこの作業をすることが大切です。
目盛りを読む時には、ラチェットストップを回しつつ、防熱カバー以外の場所には触れないようにします。
目盛の読み方はゼロ点確認の時と同様ですが、
スリーブの一番右に見えている目盛りが下側である場合、スリーブの目盛りは「0.5mm、1.5mm、2.5mm・・・」と読むので、注意してください。
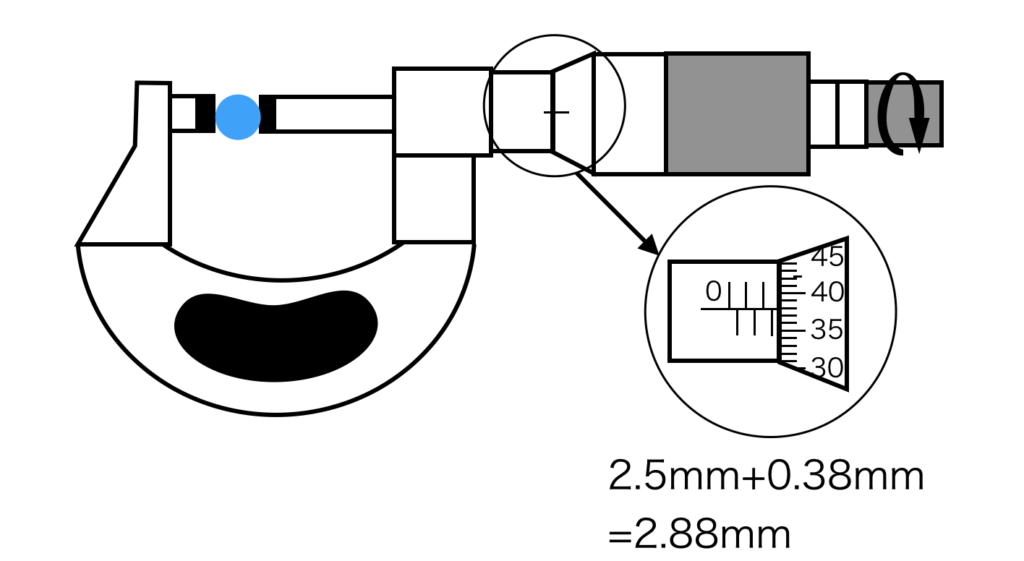
測定対象物を挟んだ状態での目盛りを読みましたら、その値を記録用紙に記録をし、
「測定時の目盛り」-「ゼロ点確認時の目盛り」
を計算すれば、測定対象物の寸法となります。
例えば、ゼロ点確認時の目盛りが「-0.02mm」、測定時の目盛りが「2.88mm」であれば、
2.88mm – (-0.02mm) = 2.90mm
となります。
今回の内容をまとめると、以下のとおりです。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...
アッべの原理と誤差【その測定結果を信用しても大丈夫ですか?】
ノギスの誤差原因【いろんなものが誤差要因となります】