メニュー
メニュー
機械の組立てにおいて、ボルトで部品を固定するときには、合いマーク(アイマーク)というマーキングをボルトおよび母材に対して行います。
この合いマークのは、ボルトが適切に締まっているかどうかを目視で確認するために行います。
ボルトの締め方として、一度仮締めをしてから本締めをするという流れで、段階的に締め付けるのが基本中の基本です。
最初から本締めは行いません。
しかし何もせずにボルトを締めてしまうと、そのボルトをパッと見ただけでは「仮締めの状態なのか」「本締め済みなのか」「本締めの後に緩んでいるのか」がわかりません。
ボルトの締め付け状態を確かめるにはボルトに工具を掛けてトルクを掛けてみるしかないのですが、ボルトの本数は数万点程度にまでなるケースもあるため、この方法はかなり非効率です。
合いマークをする本質的な目的は、「ボルトが適切に締め付けられていることを、目視で確認すること」です。 これによって効率を格段に向上させることができます。
ただ、この合いマークの施工手順や使い方は、「一般的な機械の組立ての場合」と「建築・構造物の組立ての場合」とでは全く異なります。
今回は、業界ごとのボルトに対する合いマークの使い方についてお話しします。
一般的な機械の組立てにおいて、合いマークは以下の手順で行われます。
合いマークは、ボルトの頭から母材にかけて一本の線でマーキングします。
マーキングの色は、遠くから見たときに目立つ蛍光色が使われることが一般的です。
これにより、合いマークの状態と、ボルトの締め付け状態とは、以下のような関係となります。
合いマークの手順自体は非常に簡単ですが、線1本に十分な情報が集約されております。
建築・構造物の組立て業界では、以下の手順で合いマークが行われます。
一般的な機械の場合とは手順の2と3とが逆となります。
これにより、合いマークの状態と、ボルトの締め付け状態とは、以下のような関係となります。
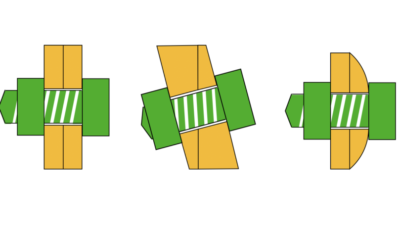
なお、1次締めの状態から本締めをする前に、あらかじめ「合いマークの線を途切れさせる角度」を決めておきます。
そして、決められた角度分だけ合いマークが途切れた状態が「ボルトが適切に軸力を発揮している状態」とみなし、本締め完了とします。
一般的な機械の場合、「機械の使用中はボルトが緩まないように。ただし、メンテナンスの時にはボルトを外す」という前提があることが多いです。
そのため「本締めをしたかどうか」と「ボルトが緩んでいないか」という2つの確認が必要となります。
尚、ボルトを締めたり外したりすることが多いため、施工が比較的ラクであるトルク法が採用されることが多いです。
一方で、建築・構造物の場合、 「一度締めたボルトはニ度と外さない。その代わりボルトは絶対に緩まないように」という前提があることが多いです。
ボルトの緩みの有無確認の目的では、合いマークを使用しません。
それよりも、「本締めが適切に行われているか」の確認に特化して、合いマークを使用します。
ボルトが高い軸力を確実に発揮していることを重視するため、軸力のばらつきが大きいトルク法では締付を行いません。
その代わり、1次締めで規定トルクを掛けた後に、その角度を基準に、さらに決められた角度だけボルト(ナット)を締めるという「回転角度法」が採用されます。
このような思想でボルトを締めているため、重量が非常に大きい部品を支えたり、地震・強風・豪雪等に耐えることができるのです。
特に大きなものの組立てになるほど、組立て業者さんの人数が多くなり、他の人が仮締めしたものを本締めしなければならないこともザラにあります。
この合いマークを正しく使うことによって、ボルト締め付けに関する不具合の防止や、不具合の早期発見を行うことができます。
そもそも、合いマークが必要であるの理由の1つとして、ボルトの締め付け手順が、「仮締め→本締め」というように、最低でも2段階行う必要があるためでもあります。
ボルトを最初から本締めで締め付けてしまうと、それはそれで不具合が起ります。
なぜ、ボルトを最初から本締めしてはいけないのかについては、以下の記事をください。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...

【解説】ねじ・ボルトを締めると部品が固定される原理
ボルトの座面は斜めや曲面にするべきではない理由