メニュー
メニュー
タップ加工をしたときに、タップの軸が母材に対して若干斜めになってしまった・・・何とかできる方法ないですか。
このような悩みを持った人へ、お答えしていきます。
ねじで部品を取り付ける際には、部品にタップを切る(雌ねじ加工)方法が一般的です。
タップを切る際に、製作メーカー内のような加工機が設置されているようなところでは、高精度な加工がしやすいため、タップを真っ直ぐ立てることが容易です。
しかし、すでに組み上がっているものに対してタップを切ろうと思ったら、電動ドリルやハンドタップを使うなどして、タップを切る必要があります。
そうすると、作業員によっては、母材に対して若干斜めに穴をあけてしまったという場合もしばしばあります。
タップが斜めになっていると、様々なトラブルの原因にもなるため、基本はNGです。
しかし、失敗してもほとんどのケースではやり直すことができません。
このような場合に役立つのが「球面座金」という特殊なワッシャーです。
今回はこの「球面座金」の使い方およびその際の注意点について、解説をしていきます。
この記事を読んで、現地での工事の際などに役立てていただければと思います。
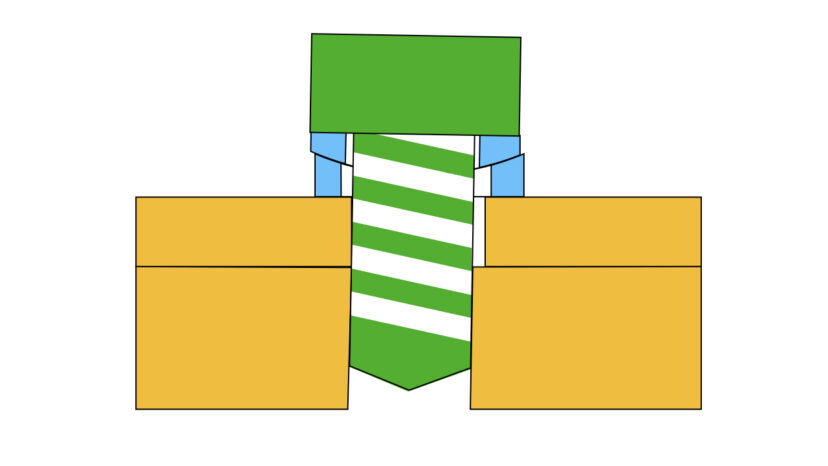
球面座金は、凸型の球面座金と、凹型の球面座金とで2枚1組で使用する特殊な座金です。
もともとJIS B 5213という規格で規定がされておりましたが、1989年に廃止されており、今では一部のメーカーが便利品として製作をしているのみとなっております。
球面座金の形状は、凸型は片面が平面、もう片面が凸形状の球面になっております。
一方で凹型は、片側が平面、もう片側が凹形状の球面になっております。
使い方は非常に簡単で、凹型の平面側が母材に、凸型の平面側がボルトの頭側に来るように組み込み、ボルトを締めていきます。
すると、ボルトを締めていくに従って、凹型の球面上で凸型の球面が滑り、凸型が自動的にボルトの軸と同じ角度になっていきます。
これにより、斜めになってしまったタップ・ボルト軸の角度が吸収され、ボルトの座面が浮くことなく適切にボルトを締め込むことができるのです。

購入先はミスミやモノタロウ、<https://ihc.monotaro.com/>IHCモノタロウで良いかと思いますが、詳細な仕様は以下のメーカーサイトのカタログ等をご参照ください。
[table id=11 /]
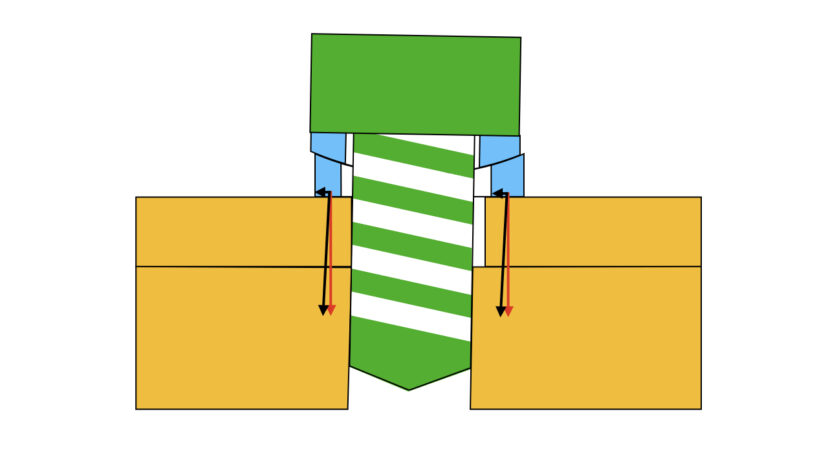
タップやボルト軸に角度がついている時点で、ボルトにかけた軸力のうちのいくらかしか母材へ伝わりません。
母材は軸力を受けることによって初めて固定されているため、逆に母材にかかる軸力が低下すれば、当然「母材と母材との間」や「母材と座金との間」で滑りが発生しやすくなります。
とくに、ねじのサイズが小さい(M4以下程度)と、そもそもの軸力が小さいので、ボルトに角度がついてしまっている場合は注意が必要です。
ボルトに角度がついた場合、母材へ伝わらなかった分は、「凸型と凹型との間」および「母材と凹型との間」の摩擦力で消費されています。
不都合がなければ、「凸型と凹型との間」および「母材と凹型との間」で滑りが発生しない、ボルトがくびれない程度に、強めにボルトを締めておくと良いです。
球面座金が吸収できる角度は、どのメーカーのものを見ても大きくて3°程度となります。
この角度は、ねじの呼びサイズによっては2°までだったりもします。
球面座金はボルトに角度がついてしまった場合でも吸収できるとはいえ、あまりにも角度がついてしまうと対応できませんので、注意が必要です。
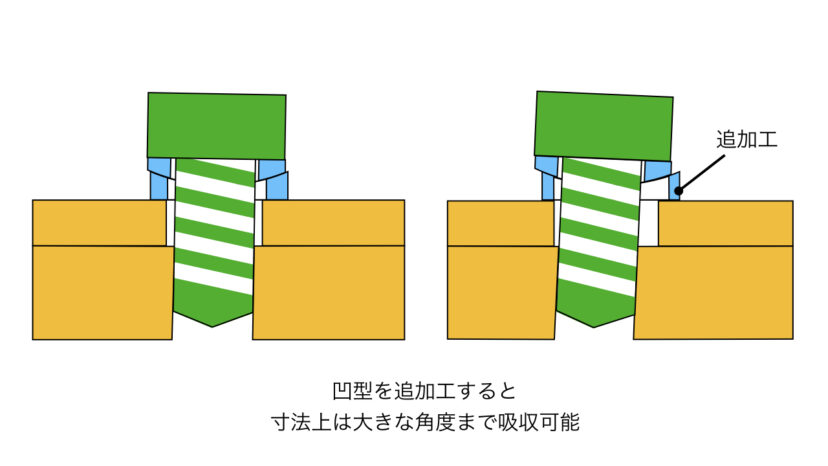
凸型の穴はボルトサイズに合わせて作られている一方で、凹型の穴は凸型よりも少し大きめに作られています。
球面座金が吸収できる角度は、この凹型の穴のサイズで決められております。
そのため、この凹型の穴を追加工等で広げることによって、吸収できる角度を拡大することができます(私も過去にやったことがあります)。
もし、どうしても標準の球面座金の角度吸収量が足りない場合は、この方法を試してみてはいかがでしょうか。
ただし、ボルトの傾斜角度が大きくなるほど、母材にかかる軸力が低下することには注意してください。
また、母材との接触面積が低下するため、母材の陥没にも注意が必要です。
凹型の球面座金の外径は、一般的な平ワッシャーの外径に比べて大きめに作られております。
そのため、いざ球面座金を取り付けようとしたときに、干渉して取り付かなかったということがないように、事前に寸法をチェックしておきましょう。
おそらくですが、タップ・ボルト軸の角度を吸収するために、凹型の球面座金の穴径を大きくしただけですと、母材との接触面積が低下し、母材が陥没する恐れがあるため、球面座金の外径を大きくしているのだと思われます。
球面座金を検討するときの多くは、緊急時であることが多いと思いいますが、球面座金を使う際には、それに合わせてボルトの長さを長くしておく必要があります。
各メーカーの寸法表を見ていただくとすぐわかりますが、球面座金はかなり分厚い部品です。
そのため、何も考えずに球面座金の導入だけで済ませようとすると、ボルトのねじ部が雌ねじに届かないという事態が発生します。
球面座金を導入するときには、ボルトの長さに着目し、ボルトを再選定しておくようにしましょう。
また、球面座金を導入したことによって、ボルトの頭の高さが嵩上げされますので、高さ方向に干渉物がないかというチェックも忘れずにしておきましょう。
球面座金を導入する際に、バカ穴があいている側の母材のバカ穴径を大きくしておきましょう。
使用するボルトサイズごとに、バカ穴径の目安があるのですが、一級や二級の径のままだと、母材側にボルトが入らない可能性があります。
そのため母材側の径も追加工などで広げておき、三級またはそれ以上にしておくことをおすすめします。
今回のポイントをまとめると、以下の通りとなります。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...

かじり付いたねじの外し方【いざという時のために準備しておこう】
高強度ボルト使用における注意点【遅れ破壊に気をつけよう】


