メニュー
メニュー
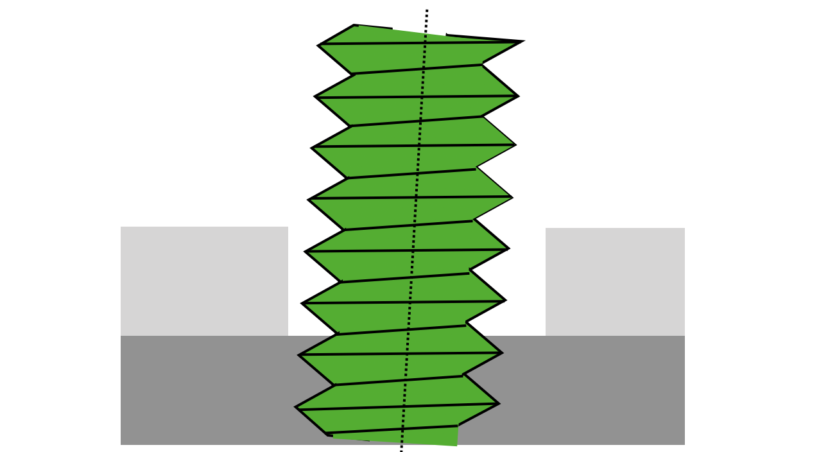
アンカーボルトや、タップ加工において致命的な施工ミスとなるのが、「角度が斜めになってしまった」というミスです。
工場などのちゃんとした機械がそろっている場所でのねじ加工であれば、そこそこ精度よく加工することができる上、たとえ加工に失敗したとしても、材料さえすぐに手配することができれば、加工をし直すことが容易です。
しかし、据付現場などにおける加工では、工場のような機械が揃っているケースはほとんどなく、手動で加工することが多いです。
手動で加工をするとなると、どうしても精度が悪くなり、例えばハンドドリルで穴をあけるにしても、穴の向きが部品に対して斜めになってしまうケースが多くなります。
穴の深さが浅いバカ穴であれば、なんとかごまかすことができます。
しかし、「アンカーボルトの挿入」や「めねじ加工(タップ加工)」が斜めになってしまった場合は、ボルトやナットの座面がしっかりと密着せず、しっかりと部品を固定することができなくなります。
そんなときの対策方法について、今回はお話していきます。
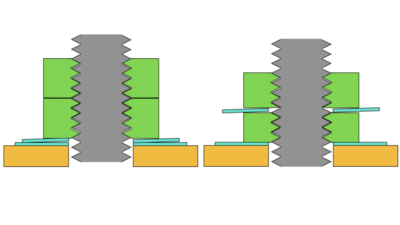
基本的には、この方法が最も簡単です。
球面座金とは、2枚1組で、片方が凸形の球面、もう片方が凹形の球面となっている、特殊な座金のことです。
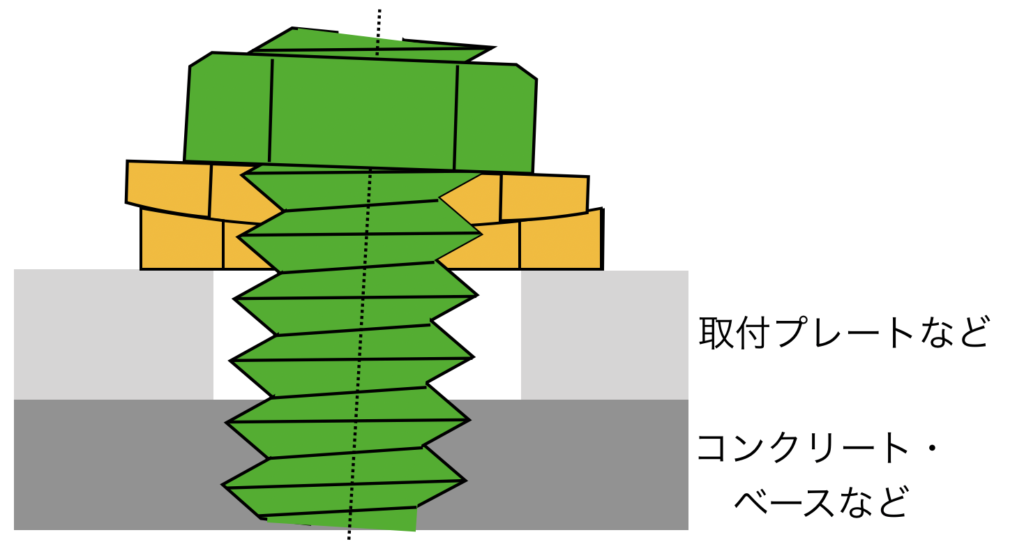
球面座金の下側は、取付プレートの角度に、球面座金の上側はアンカーボルトなどの角度に合うように調整され、球面部でその角度差を吸収します。
角度のズレの許容値は、メーカーごとに異なりますが、だいたい±3°程度が目安です。
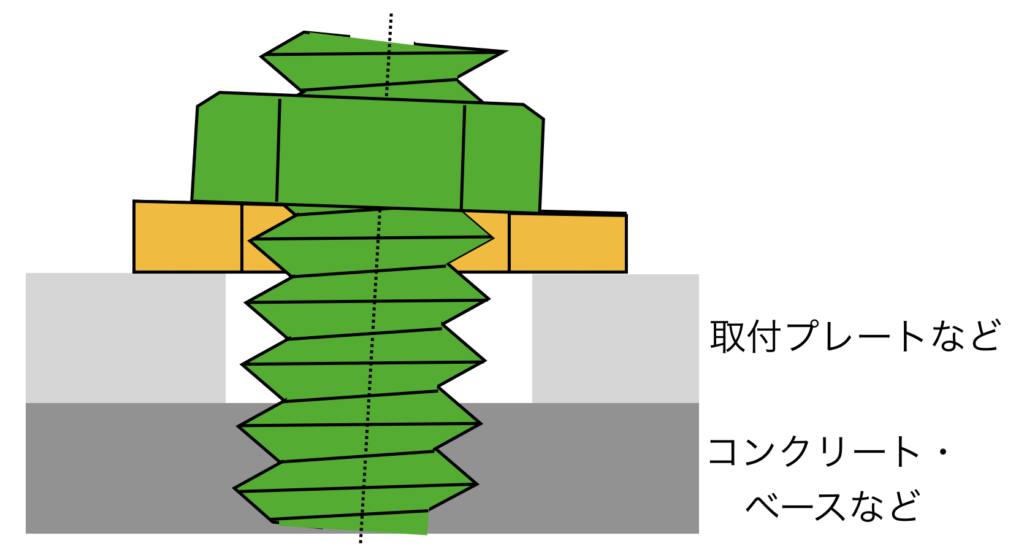
球面座金の許容角度はおおよそ±3°ですが、球面座金の下側の穴径を追加工で広げることで、許容角度を広げることができます。

ただし、球面座金の下側の座面の面積が少なくなったことによって母材への面圧が大きくなりますので、注意が必要です。
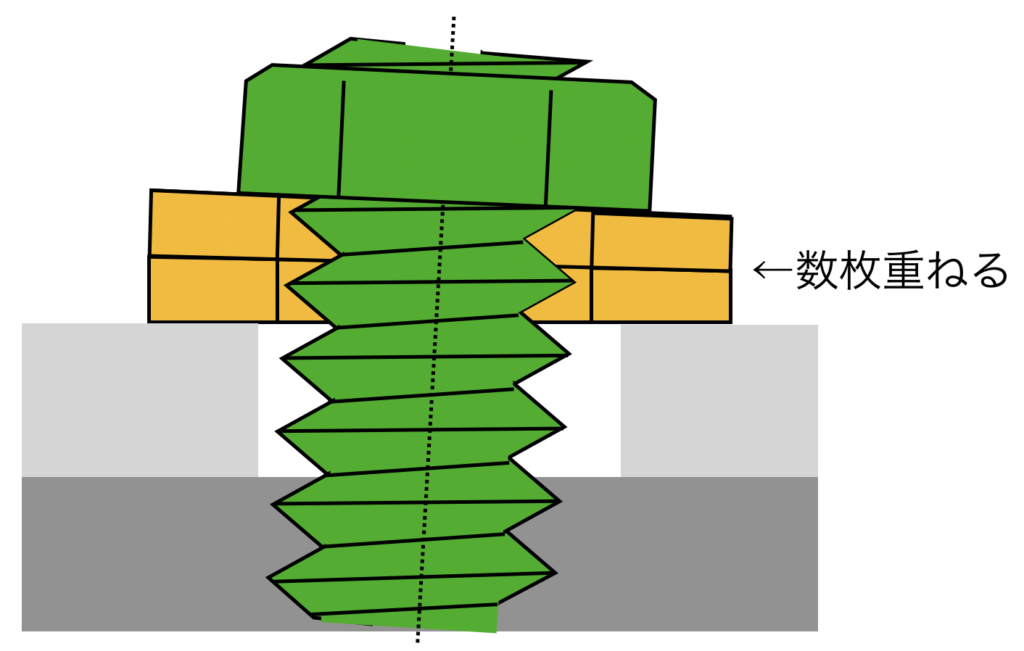
「テーパー」とは、斜めになっている部分のこと、「ライナー」とは、レベル調整などの目的で部品同士の間に挟むプレートのことを言います。
つまり、テーパーライナーとは、テーパーになっているライナーのことを指します。
テーパーライナーを使う場合、ボルトが斜めになっているその角度に合うように製作することが多いため、基本はボルトの使用箇所それぞれに専用のライナーを使うといった形になります。
そのため、汎用性が低く、かつ製作コストも少し高くつきます。
しかし、場合によっては球面座金よりも薄くすることができたり、形状に融通が効く(好きな形にできる)といったメリットもあります。
ちなみに、テーパーライナーの汎用性を持たせるため、可能な限り角度を浅いものをたくさん作っておくという方法もなくはないです。
例えば、0.5°のテーパーライナーは、2枚重ねれば1°、3枚重ねれば1.5°といったようにできます。
汎用性を持たせることで、製作コストが下がり、また無くしたり損傷させてしまった際の予備も準備しやすくなります。
ただし、重ねれば重ねるほど、ボルトを締める時にテーパーライナーがずれ、施工性が悪化するため、多くても3枚程度が限度でしょう。
あまりにも角度が大きくなってしまった場合は、まっすぐになるよう素直に対策するのが吉です。
具体的には、「アンカーを打ち直す」「部品を作り直す」「大きめのドリルで穴をあけ直して、ネジのサイズを大きくする」などです。
ネジの角度が大きく斜めになってしまっていると、ボルトにせん断力がかかるようになってくるためです。
ボルトは基本的にせん断力が弱いので、割とすぐ折れてしまいます。
これについては、以下の記事で詳しく解説しています。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...
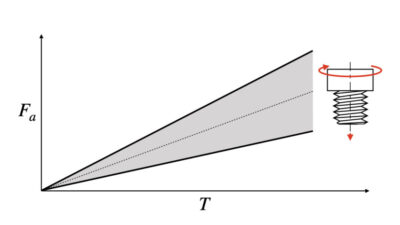
【要注意】トルク法でボルトを締める際の、軸力のばらつきの大きさ
ダブルナットとスプリングワッシャーの併用について