メニュー
メニュー

スパイラルタップって、よく見てみると、溝のねじれが強いものと弱いものとがある。これってどういう風に使い分ければいいのか教えて欲しい。
このような疑問を持った人へ、お答えしていきます。
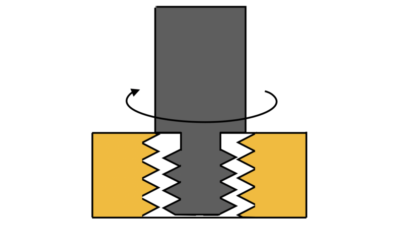
雌ねじを加工する際に、使用する工具をタップと言いますが、その中でも止まり穴へ雌ねじを加工する際に有効な工具が「スパイラルタップ」です。
スパイラルタップは、タップに形成されている溝がらせん状になっています。
そのため、雌ねじ加工をする際の切り屑を、くるくるねじれたヒモのような形状にしながら、溝を通じてタップの根元側へ排出していきます。
これによって穴の中に切り屑がたまならいようにしているため、特に止まり穴の雌ねじ加工に効力を発揮します。
そんなスパイラルタップですが、カタログを見てみると「溝のねじれ」が強いものや弱いものがあります。
実はこれらは、加工する材質によって使い分けることが重要です。
うまく使い分けができないと、タップの刃がこぼれてしまったり、雌ねじがむしれてしてしまう可能性があります。
そこで今回は、溝のねじれ方が異なるスパイラルタップの選び方についてお話ししていきます。
溝のねじれの強いスパイラルタップの溝は40〜45°程度、溝のねじれの弱いスパイラルタップの溝は10〜15°程度のねじれ角で製作されていることが多いです。
それぞれのスパイラルタップにおける特徴は以下のとおりです。
| 溝のねじれが強いタップ | 溝のねじれが弱い | |
| 刃先の剛性 | 低い | 高い |
| 刃の切れ味 | 良い | 悪い |
そもそも、溝のねじれ具合によって、なぜこれほどまで性質が異なるのでしょうか。
それは「雌ねじ加工をする際の刃の当たり方が異なるから」です。
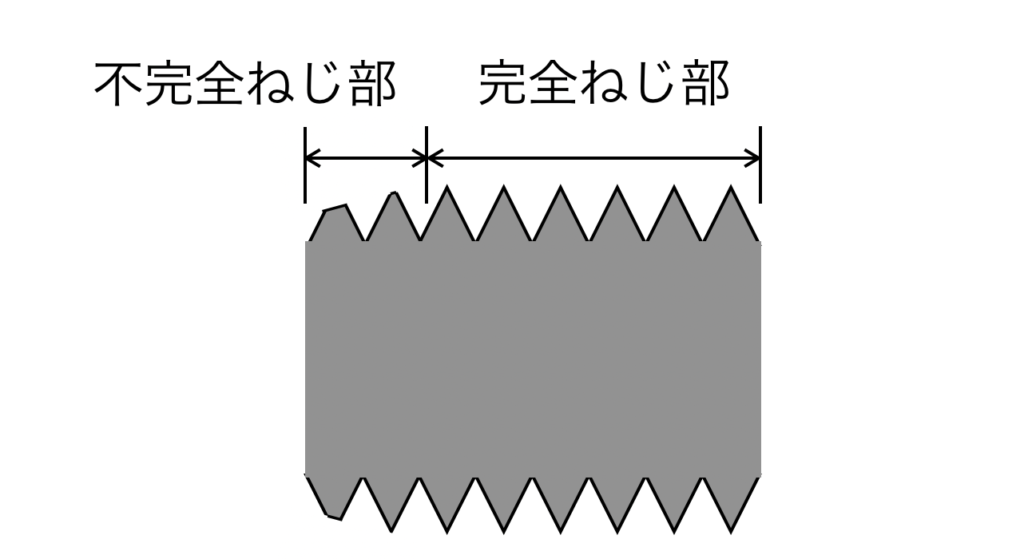
タップは、雌ねじを形成する穴にフィットさせるため先端が細くなっておりますが、この先端が細くなっている「不完全ねじ部の刃」によって加工がされます。
タップの根元側にある完全ねじ部では、すでに形成された雌ねじに噛み合ってタップをガイドするという役割が主であり、基本的に切削は行なっておりません。
そのためタップの切れ味は、不完全ねじ部の刃の切れ味によってほぼ決まります。
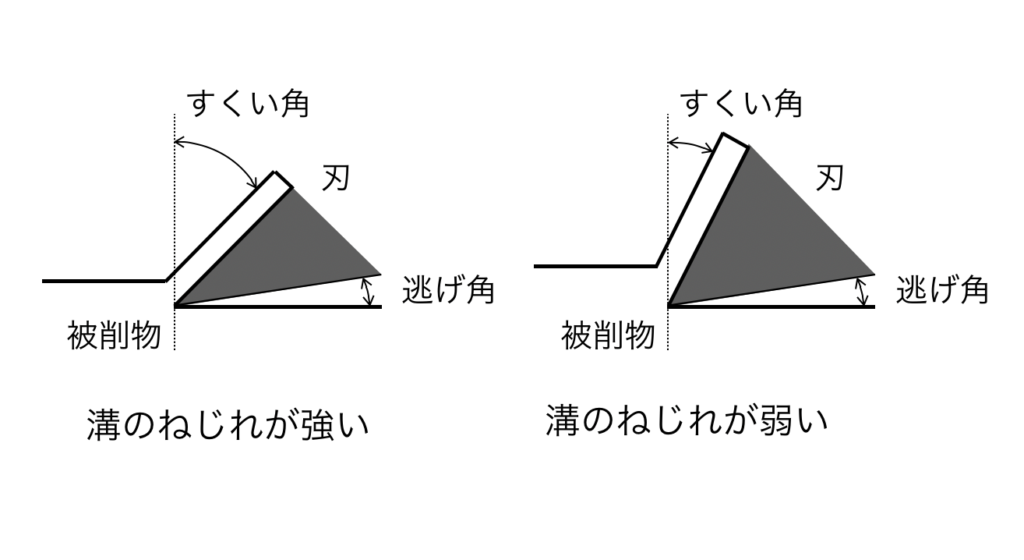
この不完全ねじ部と切れ味との関係は、すくい角という指標によって評価をすることができます。
被削物を刃物で削る際に、被削物は刃物にすくい取られるようにして削られていきます。
このときの「刃物」と「すくい取られた被削物」との接触面を「すくい面」といいます。
そして、垂直面とすくい面との角度を「すくい角」といいます。
タップを含むドリルの溝のねじれ角は、すくい角と言い換えることができます。
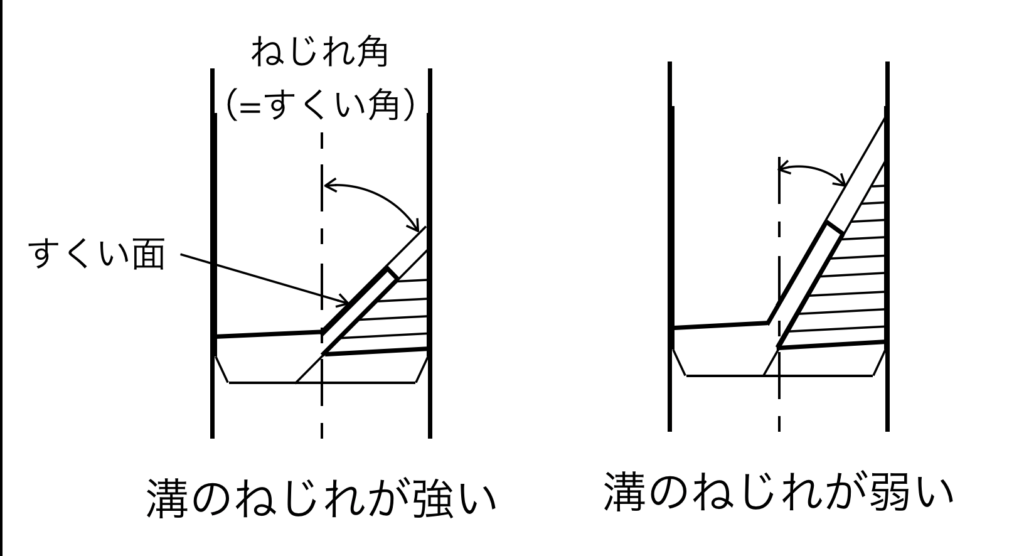
すくい角が大きいと、切削抵抗が小さくなることで刃物の切れ味が向上し、逆にすくい角が小さいと切削抵抗が大きくなることで刃物の切れ味が低下します。
ところで、スパイラルタップと雌ねじとが、切削部以外で接触しないようにするため、タップには「逃げ角」があります。
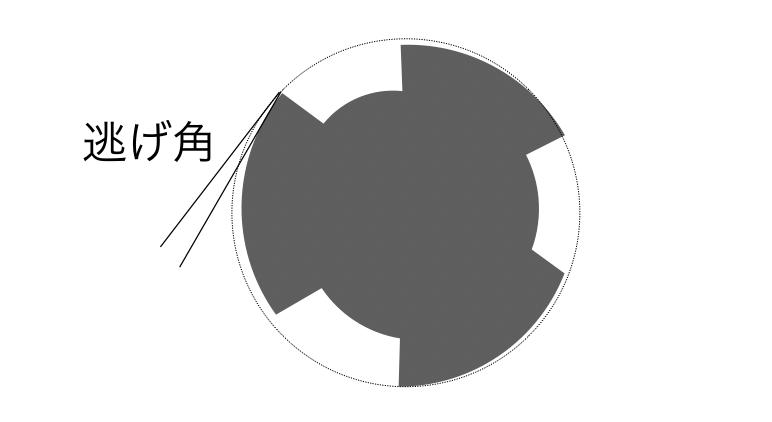
この逃げ角は、ある程度の角度を確保する必要があります。
そのため、すくい角を大きくすると、必然的に刃を細くする必要があり、刃の剛性を低下させなければならないのです。
よって、溝のねじれの強いタップは刃こぼれがしやすく、逆に溝のねじれが弱いタップは刃こぼれがしにくいのです。
溝のねじれ具合は、雌ねじ加工をする母材の材質によって使い分けをします。
アルミニウムなどのような柔らかい材料に雌ねじを加工する場合には、母材がむしれないよう刃が入りやすいことが重要なので、溝のねじれが強いスパイラルタップを使用します。
一方で、炭素鋼などの硬い材料に雌ねじ加工をする場合には、刃が簡単にこぼれてしまわないよう、溝のねじれが弱いスパイラルタップを使用します。
また、穴の径が小さいほど刃の強度が必要となるため、溝のねじれの弱いタップを使用します。
さらに、母材がステンレスなどの熱がこもりやすい材質の場合は、切れ味の良い「溝のねじれが強いタップ」を使用すると良いです。
タップの歯の切れ味が悪いと、雌ねじを加工する際に焼き付きが発生しやすく、タップが折れる可能性が高いです。
焼き付きとは、雄ねじ(タップ)と雌ねじとが溶着してしまう現象のことを言います。これは雄ねじ(タップ)と母材、または切り屑とが、摩擦によって発熱した結果、母材が一瞬溶けその後凝固するのです。特にステンレスのように、熱が逃げにくい材料において発生しやすいです。
今回のポイントをまとめますと、以下の通りとなります。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...

タップの種類【状況によって使い分けよう】
めねじの加工方法の種類【タップ以外にもいろいろあります】