めねじの加工方法の種類【タップ以外にもいろいろあります】
メニュー
メニュー
雌ねじを加工する方法って、タップなら知っているけれども、それ以外にもあったりするのかな。もしあれば、その特徴とかについて教えて欲しい。
このような疑問を持った人へ、お答えしていきます。
私は普段、機械設計の仕事をしております。
基本的には事務所で設計業務を行なっておりますが、難易度が高そうな部品を設計した際には、製作の立場から図面を見てもらうために、加工屋さんと打ち合わせをし、意見を聞きながら業務をしたりしております。
雌ねじを加工する方法で最も有名なのは「タップ」と呼ばれる工具を使用しての加工です。
しかし雌ねじを加工する方法には、タップ以外にもいくつかの方法があります。
これらの特徴などを理解し、その状況に見合った加工方法ができると、製品の品質を向上させることができたりします。
そこで今回は、雌ねじの加工方法について、お話ししていきます。
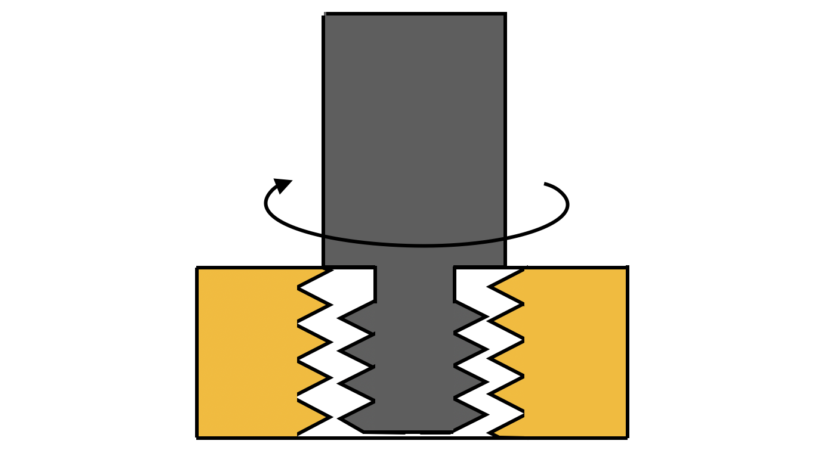
タップによる切削加工は、雌ねじ加工の中でも最も一般的です。
簡便である反面、切削の際に生じる切り屑が、さまざまな問題の種になっていたりします。
タップには様々な種類がありますが、詳しくはこちらの記事にて解説をしております。
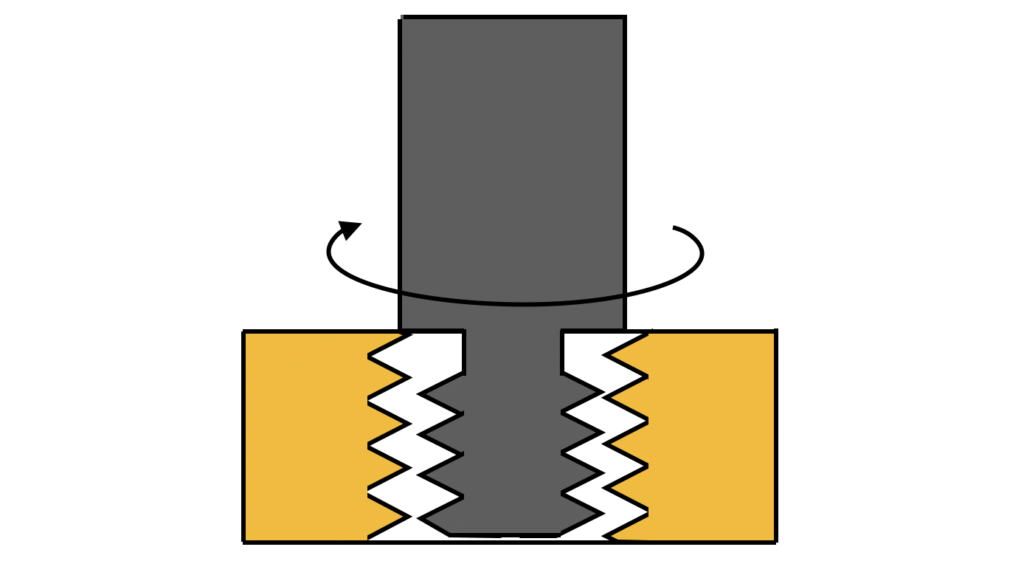
盛上げタップは、タップの一種ではあるのですが、通常のタップとは違い母材を塑性変形させることで雌ねじを加工します。
このような加工方法を「転造加工」といいます。
切削ではないため、切り屑が発生しないのが大きなメリットです。
詳しくはこちらの記事にて解説をしておりますので、よろしければご覧ください。
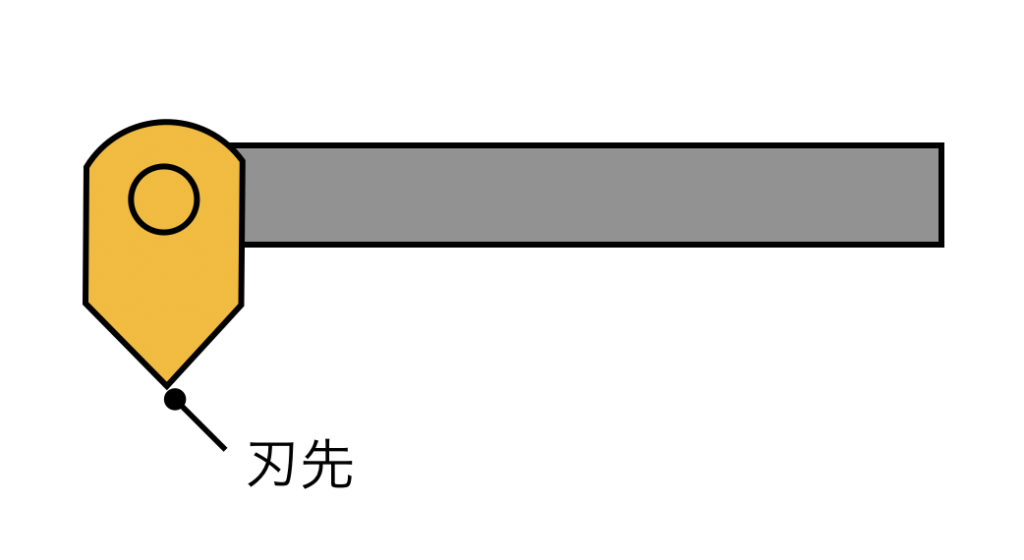
旋削とは、旋盤で削りながら行う加工のことを言います。
旋盤とは、加工をする材料ぐるぐる回し、そこに刃物を当てて材料を削っていくための機械です。刃物を動かすのではなく、材料を動かすところがポイントです。
旋削で雌ねじを加工する場合は「めねじ切りバイト」という専用の工具を使用します。
めねじ切りバイトをセットし、旋盤を稼働させたら、数回に分けて雌ねじ加工を行なっていきます。
この方法による雌ねじ加工は、バイトを穴の中に入れることができさえすれば、切削の条件(切削の深さやピッチ)を変えるだけで、幅広いねじサイズに対応することができます。
そのためタップのように、ねじサイズごとに個別の工具を用意する必要がありません。
ねじサイズの大きい雌ねじを加工する場合に使用されることが多いです。
しかしこの方法は「加工中に、バイトの様子を直視することができない」というデメリットがあります。
そのため、旋盤に搭載されている自動送り機能を使って加工することになります。
そのため、特に止まり穴である場合に、「母材とバイトとが干渉しないか」や「バイトを逃すタイミング」がわかりづらく、ある程度の加工の技術が必要となります。
スレッドミルと呼ばれる工具をフライス盤にセットをして、下穴の側面を切削しながら雌ねじ加工を行います。
スレッドミルは、見た目がなんとなくタップにそっくりですが、特徴や使い方が全く違います。
スレッドミルがタップと異なるのは、工具にリード(ねじ部のらせんの角度)が付いていないということです。
リードがついていないのに、どのようにして雌ねじを加工するのかというと、
まずスレッドミルは、ねじ部の太さが、形成するねじのサイズよりも細いものを使用します。
そして、予めあけておいた下穴に挿入したのち、下穴の側面に押し当てるようにして工具を移動させ、切削をしながら雌ねじを形成していくのですが、
このスレッドミルで加工する際の動きは、基本的にNC(Numerical Control)と呼ばれる数値制御ができるフライス盤を使用し、XYZの3軸を同時にかつ精密に制御をしながら雌ねじ加工をします。
この加工方法の最大のメリットは「同じピッチあれば、1本の工具で複数のねじのサイズ、および右ねじ左ねじの加工が可能」であることです。
例えば、M20とM22の並目ねじのピッチはどちらも2.5mmですので、NCのプログラム次第で、1つの工具でどちらのねじを加工することもできます。
一方タップの場合は、形成する雌ねじのサイズと同じ太さのタップを使用して、タップの軸方向に移動しながら加工を行うため、原理が異なります。
ちなみに、NCフライス盤をもちいた雌ねじ加工のように、工具を横方向へ動かすような加工のことを「ミーリング加工」と呼びます。
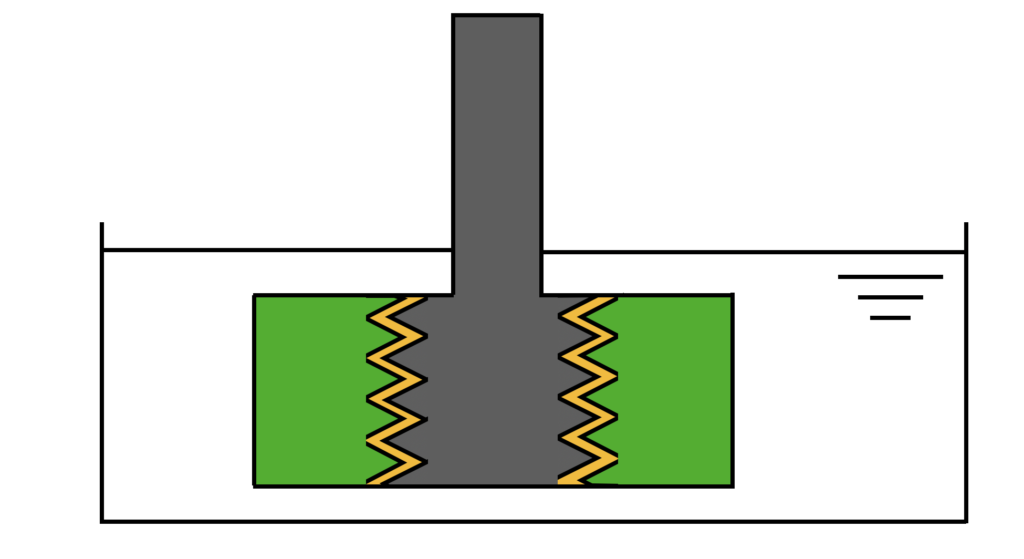
物理的な力ではなく、電気の力を利用して雌ねじ加工をする方法です。
放電加工機にねじの形をした電極をセットしたら、油を張った浴槽の中で放電を発生させ、放電の熱で母材を溶かしながら雌ねじ加工を行います。
このように、電極の形状を母材へ転写する放電加工を「型彫放電加工」と呼びます。
この放電加工の特徴は、母材が電気を通す材質であれば、焼入れ後の材料のような硬い材料でも加工をすることができます。
何故なら工具と母材とが非接触の状態で加工されるため、材料の硬さは関係ないのです。
鉄の融点が1538度、沸点が2862度と言われておりますが、放電時の温度は7000度前後にまでなります。
一方で、他の加工方法は母材が硬いと、刃が欠けてたり、塑性変形させることができないのです。
また放電加工は、M1などの極小サイズのねじの加工も行うことが可能です。
しかし、一般的には加工速度が遅いため、歩留まりが悪く、費用も高くなります。
雌ねじが加工された部品は、多くの場面で使用します。
しかし、雌ねじの加工はデリケートであり、うまくやったかに思えても、実際に組み立てる時にボルトを入れてみると、ねじが途中までしか入らないということがしばしば起こります。
このようなことが起こる最も多い原因は「刃物の摩耗」や「刃こぼれ」です。
これは、一般的な工具である「タップ」を使用した際にも起こります。
そのため、加工が終わったら、必ず出荷前にボルトなどを使用して、ねじがスムーズに挿入できるかを確認するようにしましょう。
今回のポイントをまとめると、以下のとおりとなります。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...

スパイラルタップの選び方【母材の材質によって使い分けよう】