ノギスの使い方【測定方法は4種類あります】
メニュー
メニュー
ノギスってあまり使ったことがないから、正しい使い方がわからないので教えて欲しい。
このような疑問・悩みについてお話ししていきます。
私は大学卒業後、新卒で現在勤務している機械メーカーに就職をし、入社以来4年間、機械設計の仕事をしております。
設計の仕事に就くまでのキャリアとして多いのが、大学へ進学し、機械系の学問を専攻し、その後メーカーの設計職として就職をするというものだと思います。
ちなみに私は大学院までいきましたが、キャリアとしては似たようなものです。
ものづくりのプロジェクトを進める上での脳みそ的のような立場にある設計が、ノギスすらまともに使えないとなると、割と恥ずかしい思いをします。
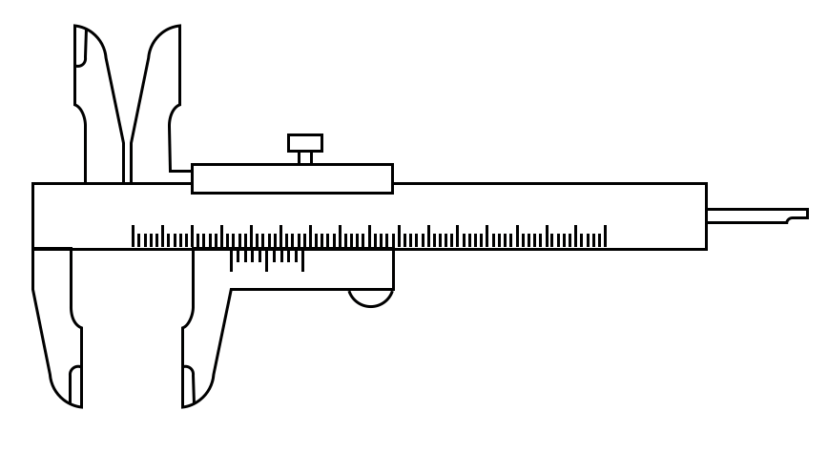
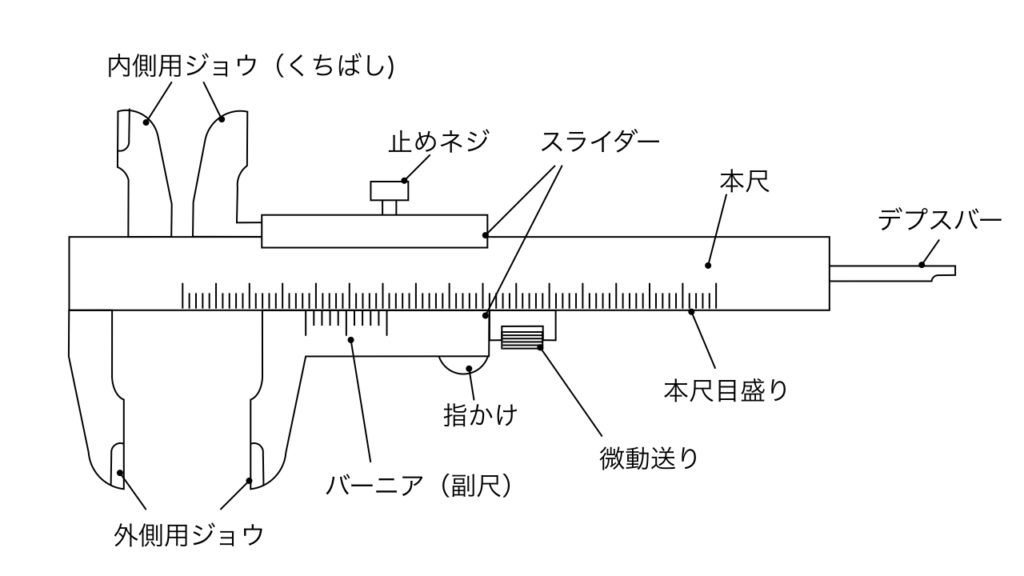
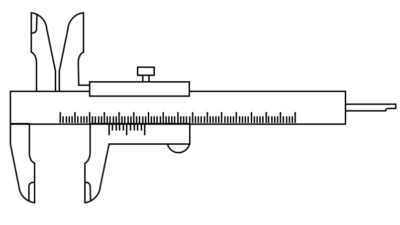
そこで今回は、ノギスの中でも最も一般的な「M形ノギス」の使い方について、お話をしていきます。
外側用ジョウで、測定対象物を外側から挟むようにして測定を行います。
主に、部品の外形寸法や、丸棒の直径を測るなどの目的で使用することが多いです。
ジョウの先端だけで測定対象物を測定しようとすると、ジョウが斜めになりやすく、正確な測定結果が得られない可能性が高いので、ジョウの根元側で測定するのが良いです。
内側用ジョウで、測定対象物を内側から突っ張るようにして測定を行います。
主に、部品の穴の内径や、溝幅を測るなどの目的で使用することが多いです。
外側測定と同様で、ジョウの先端だけで測定対象物を測定するのではなく、ジョウの根元側を使って測定するのが良いです。
ただ、こちらの記事で詳しく解説していますが、穴の径が小さい場合は誤差が大きくなることに注意してください。
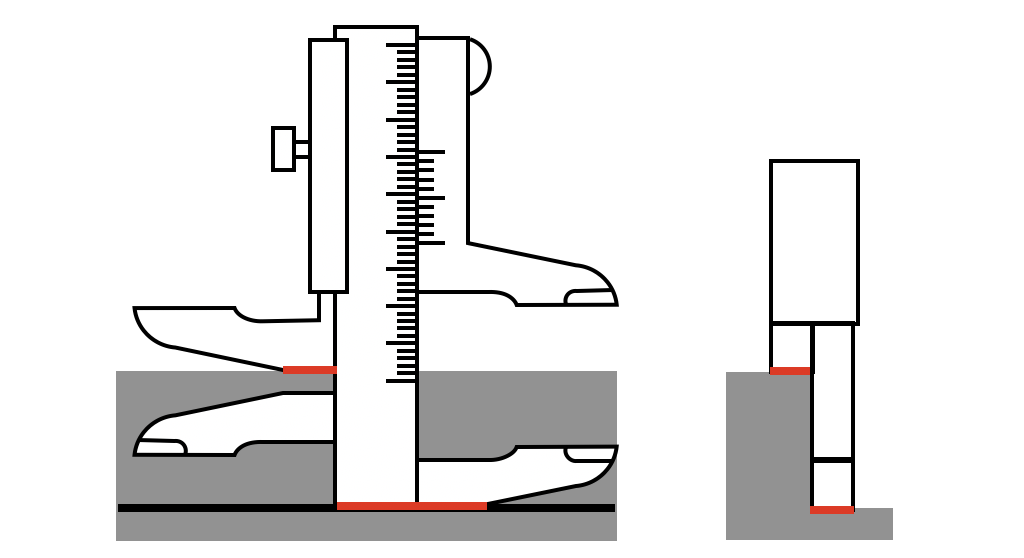
深さ測定は、穴や溝の深さを測定する際に行い、「デプスバー」と呼ばれる部分を使って測定をします。
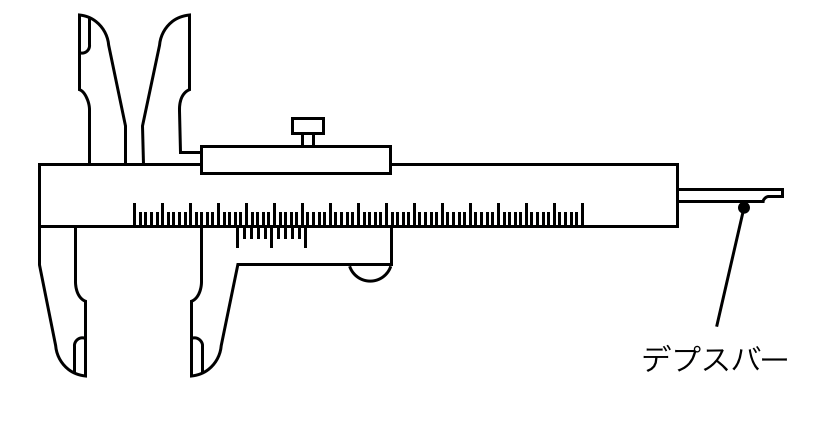
使い方としては、本尺のお尻の部分を穴の表面に引っ掛けたのち、デプスバーの端が底に当たるまで、スライダを徐々に動かしていきます。
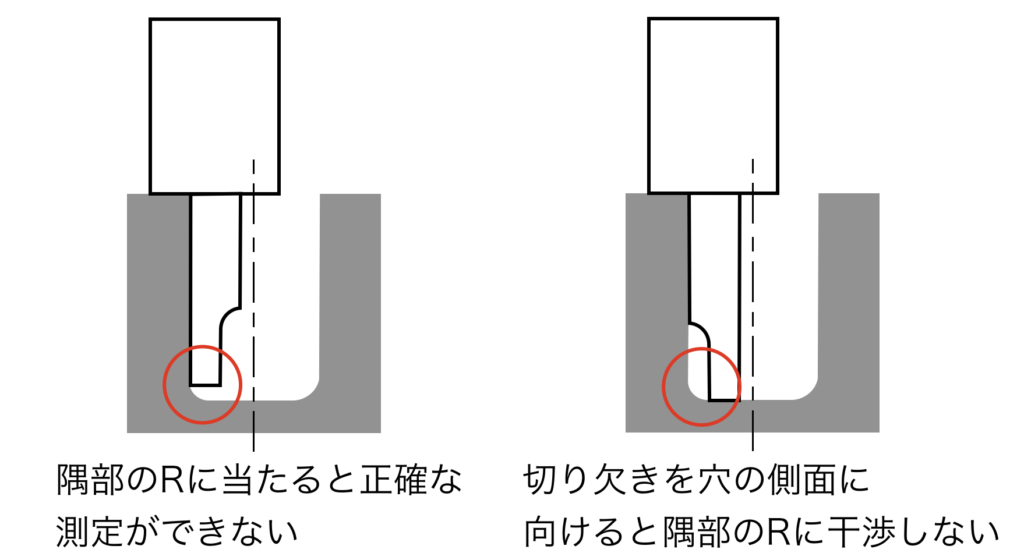
なお、ノギスが穴に対して斜めに傾くのを防ぐために、デプスバーを穴の側面に当てながらスライダーを動かしていきます。
デプスバーには、端部に切り欠き部があります。
この切り欠きが、穴の側面を向くようにしてスライダーを動かすのが正しい使い方です。
その理由は、穴や溝の隅部はわずかにRがかかっており、キレイな直角になっていない場合があるためです。
デプスバーの端部が、隅部のRにあたってしまうと、正確な深さ測定ができません。
よって、デプスバーが隅部のRにあたらないような逃しの役割として、デプスバーの切り欠きがあるのです。
なお、デプスバーを使用する際には、以下のような内容に注意をする必要があります。
ノギスの頭の部分を使うことで、段差の測定を行うことができます。
測定をします。
具体的には、外側用ジョウの左側と、内側ジョウの右側とを使用します。
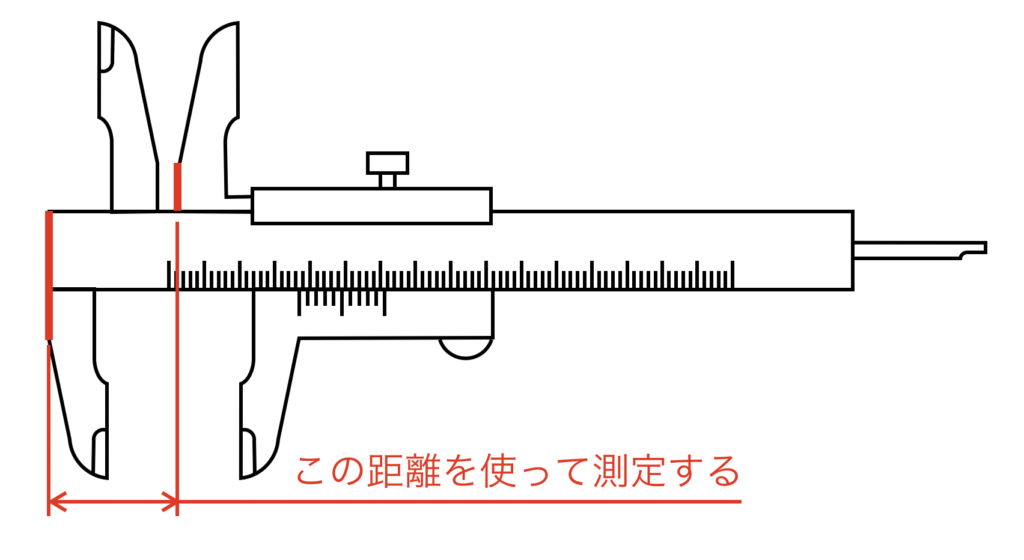
使い方は、上の図の左側の赤線部を段の奥側にあたるよう、ある程度スライダーを右へ動かしておき、そして右側の赤線部が段の手前側に当たるまでスライダーを左側へ動かしていきます。
深さ測定と要領が似ておりますが、段差測定が優れているのは、部品に当てる部分の面積が広いことです。
そのため、デプスバーを使った測定に比べて、ノギスが斜めになったりしにくく、安定した測定をすることができます。
ただし段差測定には、デプスバーのように切り欠きなどが付いていないため、部品に設けられた段差の隅部にRが付いていた場合には正しい段差測定ができません。
隅部にRのある段差を測定する際には、デプスバーを使った深さ測定をするようにしましょう。
ここでは、使用頻度の多い「外側測定」についての測定手順をお話しします。
ただ、他の「内側測定」「深さ測定」「段差測定」についても、基本的な手順は同じとなります。
測定を開始する前に、そもそも使用する測定器具の測定結果が信頼できるかどうかを確認する必要があります。
要するに「あらかじめ寸法がわかっているものの寸法」=「ノギスの測定結果」となっていることが確認できればよいということです。
アナログノギスの場合、一番簡便なのが0mm(ジョウを閉じた時)の時の、ノギスの測定結果と合っているかの確認となります。
この作業を「ゼロ点確認」などと呼びます。
ゼロ点確認で、ノギスの測定結果が0mmとなっていれば問題ないですが、0mmではなかった場合にはその値を記録しておきます。
その記録した値は、測定対象物の測定が終わった後で、測定結果の補正に使用します。
もし時間に余裕があるのであれば、調整ねじを回して、ジョウが閉じた時の目盛りが0mmとなるように調整します。
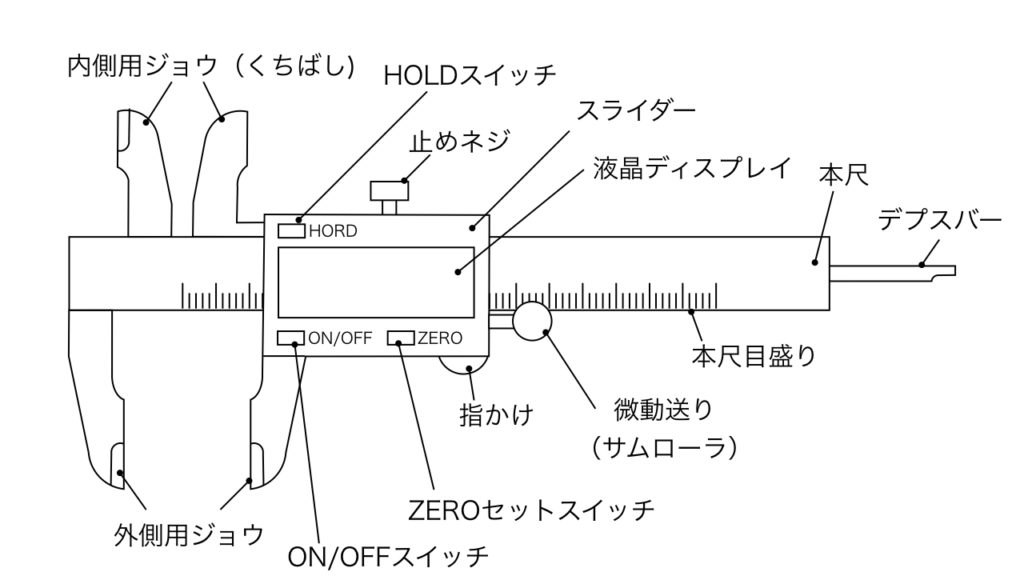
デジタルノギスの場合は、ジョウを閉じた状態で「ゼロセットボタン」を押すことで、ノギスの測定結果を実際の寸法と合わせることができます。
そのため、正しくゼロセットができていれば、測定対象物の測定が終わった後で、測定結果の補正をする必要がありません。
ジョウを使って測定対象物を挟み込みます。
この際に、ノギスが斜めになっていたり、グラグラしていないかを慎重にチェックします。
また、ジョウを測定対象物に押し当てすぎないよう注意します。
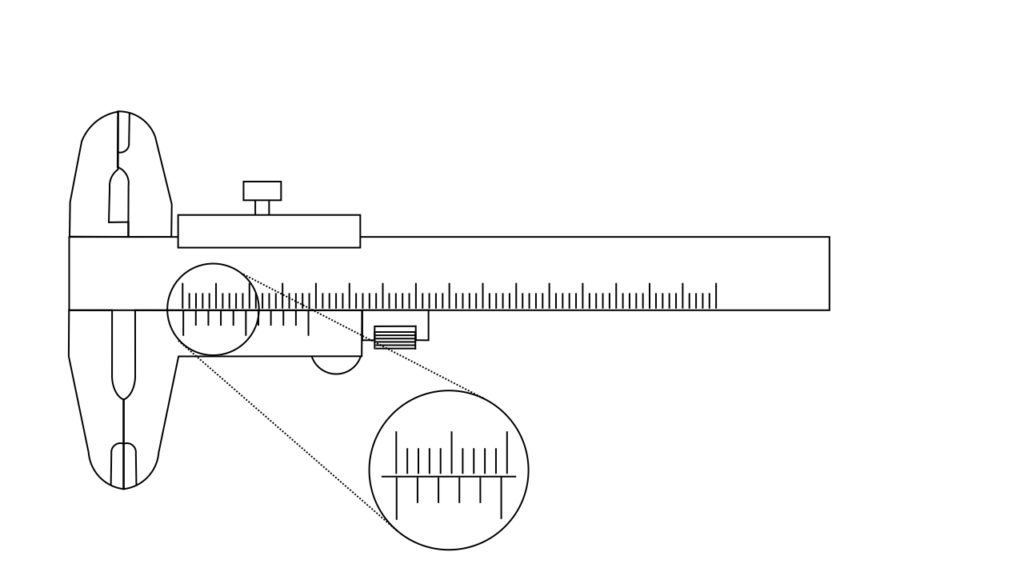
アナログノギスの場合、目盛りを正面から読む必要があるため、無理な姿勢で目盛りを読むのは誤差の原因となります。
ただし、測定対象物にジョウを押し当てた後に、ノギスを目盛りが読みやすい位置まで持ってこようとする最中で、スライダーがわずかでも動いてしまったら測定のやり直しとなります。
そこで、測定対象物にジョウを押し当てた後に、スライダーについている「止めねじ」を締めることによって、スライダーの位置を固定させることができます。
デジタルノギス の場合も、スライダーに止めねじがついているものもありますが、「HOLDボタン」がついていれば、そちらを利用すると便利です。
HOLDボタンは、スライダーを固定するものではなく、測定結果の表示を固定させるという機能です。
HOLDボタンを押すと、スライダーをいくら動かしても、HOLDボタンを押した時の測定結果で表示が固定されます。
ノギスによる測定結果を記録します。
アナログノギスの場合は、
「測定結果」=「測定対象物にジョウを当てた時の目盛り」-「ゼロ点確認時の目盛り」
となりますので、測定後に計算が必要です。
デジタルノギスの場合は、適切にゼロセットができていれば、測定対象物にジョウを当てた時のディスプレイの表示が、そのまま測定結果となります。
全体を通して、アナログノギスよりもデジタルノギスの方が、操作が簡単です。
例えば、スライムのようなものを想像していただければ、わかりやすいと思います。
スライムは決まった形がないので、スライムの設置の仕方によって、スライムの形状が変わってしまいます。
また、ジョウがスライムに当たることでも変形してしまいますので、測定ができません。
ノギスは接触式の測定器であるため、ゴムなどの柔らかい樹脂や、紙などの変形しやすい測定対象物にジョウを当てると、測定対象物が元の形状を保てなくなってしまいます。
逆にジョウをそーっと当てようとしても、ジョウと測定対象物との間に僅かでも隙間ができてしまうと、それもまた正確な測定結果とは言えません。
ジョウを測定対象物に当てて測定する際には、測定対象物が滑らかであることが前提です。
そのため、凹凸が激しい測定対象物は、正確な測定ができません。
例えば、ねじ山の直径を測定しようとしても、ジョウがねじの溝の部分にかかりやすく、正確にねじ山径を測定することができません。
ただし、ノギスのジョウがねじのピッチに比べて十分厚ければ、測定できないこともないです。
今回のポイントをまとめると、以下のとおりとなります。
私のブログ記事のようなイラストではなく、実際の写真等を見ながら使い方を学びたいという方は、こちらの本を参照してみるとよいです。

なお、ノギスでできるだけ正確な寸法を測定するには、ノギスで発生する誤差について知っておく必要があります。
ノギスで発生する誤差については、こちらの記事をご覧ください。
ものづくりのススメでは、機械設計の業務委託も承っております。
ご相談は無料ですので、以下のリンクからお気軽にお問い合わせください。

機械設計の無料見積もり
機械設計のご依頼も承っております。こちらからお気軽にご相談ください。
構想設計 / 基本設計 / 詳細設計 / 3Dモデル / 図面 / etc...
ノギスの種類と特徴【おすすめのノギスも紹介します】
ノギスのバーニアの読み方と原理【例で考えるとわかりやすいです】
